 English
English русский
русский

Что такое угол выгонки?
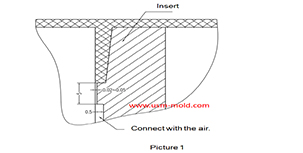
Угол выгонки, также называемый углом извлечения из формы, — это угол, используемый для извлечения изделия из формы и проектируемый на поверхности разделения. Этот угол называется углом выгонки, как показано на рисунке 1.
Существует два распространенных способа обозначения угла выгонки:
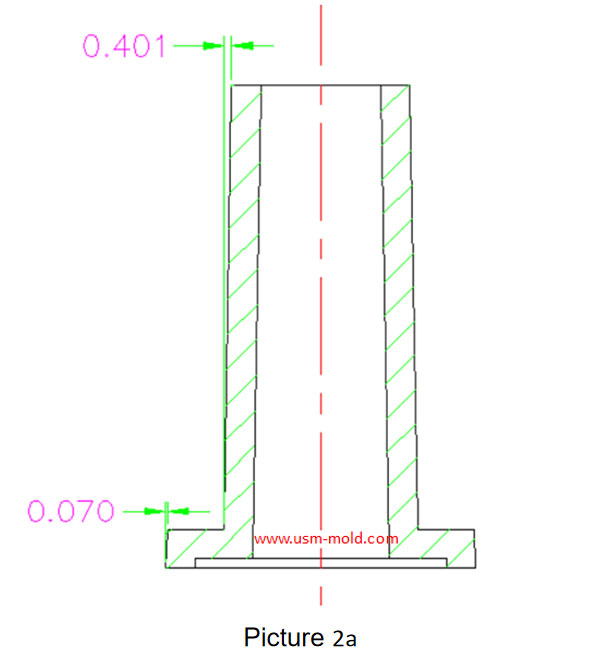
1. Использование размерного расстояния, как показано на рисунке 2a: горизонтальное расстояние угла выгонки обозначается размерами. Этот способ обычно используется для изделий с большей высотой и строгими требованиями к размерам деталей, что помогает заказчику напрямую и четко понять размеры изделия;
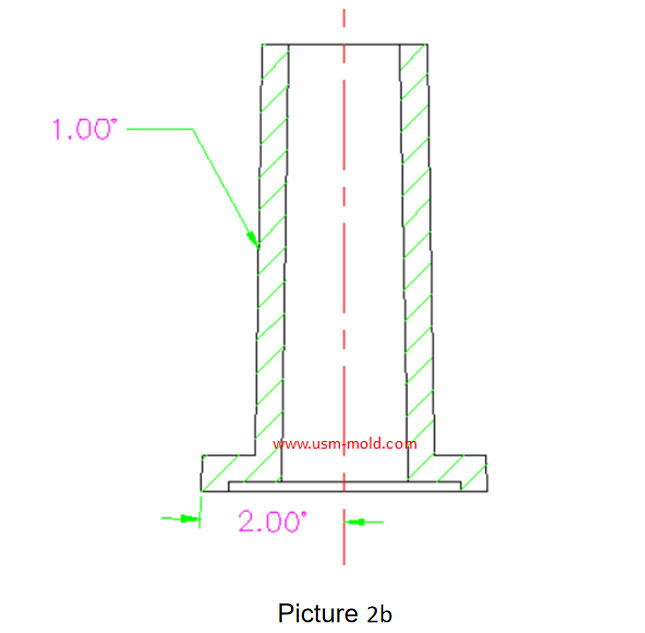
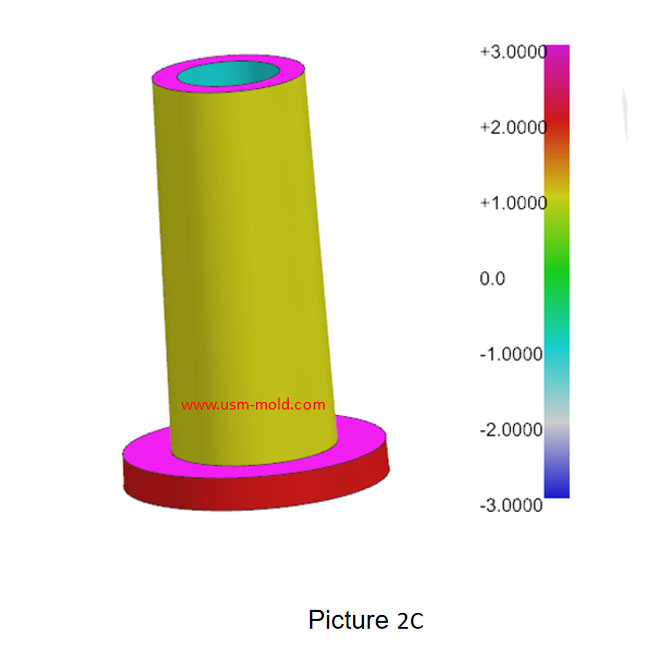
2. Использование углового размера, как показано на рисунке 2b: угол выгонки обозначается на поверхности детали, и угол выгонки остается неизменным независимо от длины изделия. Этот способ обычно используется на поверхности деталей и ребрах, это наиболее распространенный способ обозначения. Мы также используем его для анализа угла выгонки, но обозначаем его цветом для выражения разных углов выгонки, как показано на рисунке 2c.
Факторы, определяющие угол выгонки
1. Тип пластикового материала: разные пластики обладают разной прочностью и жесткостью, а их вязкость различается, поэтому угол выгонки также будет разным. Угол выгонки будет относительно небольшим для жестких материалов, таких как PC, PA66+GF30 и других, но для слабо жесткого материала PP, материала с высокой вязкостью POM и т.д. требуется больший угол выгонки;
2. Усадка при формовании: когда коэффициент усадки большой, пластиковое изделие плотно прилегает к полости и сердечнику и имеет малую адгезию, необходимо увеличить угол выгонки для внутренней поверхности и уменьшить угол выгонки для внешней поверхности. Но когда коэффициент усадки мал, плотность изделия к полости и сердечнику мала, и угол выгонки также мал;
3. Толщина стенок: плотность мала, когда толщина стенок очень мала, поэтому угол выгонки может быть меньше, но угол выгонки будет больше, когда толщина велика;
4. Точность размеров: угол выгонки должен быть меньше при высоких требованиях к точности размеров, но для обычной точности размеров угол выгонки будет больше;
5. Требования к поверхности детали: угол выгонки должен быть больше, когда требования к поверхности детали выше, например, при зеркальной полировке угол выгонки должен быть не менее 3 градусов, но для текстурированной поверхности угол выгонки должен быть определен в соответствии с номером текстуры.
Какое влияние оказывает отсутствие угла выгонки на изделие?
Поверхность детали легко поцарапается, если не сделать угол выгонки после извлечения из формы, или извлечение из формы будет затруднено.
Кто определяет угол выгонки?
Дизайнер изделия проектирует угол выгонки при разработке детали, но есть некоторые изделия без угла выгонки. В таком случае USM добавляет его при проведении анализа DFM и возвращает результаты нашим заказчикам или помогает спроектировать угол выгонки, если это требуется заказчикам, после чего он утверждается конечными заказчиками.
USM специализируется на прецизионных пластиковых литьевых формах и литье под давлением с более чем 16-летним опытом, обладая способностью производить формы по высоким международным стандартам, сильными инженерными и дизайнерскими возможностями, агрессивными сроками поставки и конкурентоспособной ценой, что продолжает оставаться фактором успеха USM.
_20250310164515A048.webp "Форма для пластикового выключателя")


Дизайн вентиляционных вставок для литых деталей
Mar 13, 2022В тонкостенной полости, конце потока расплава, дне глухого отверстия полости формы, конце сплошного столба пластиковой детали, дне ребра и винтового столба пластиковой детали, а также в углах сложной...view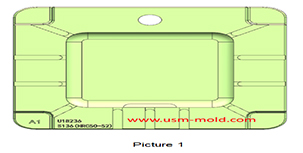
Вентиляция поверхности разделения
Mar 7, 2022Вентиляционный канал на поверхности разделения легко чистить и обрабатывать, он не склонен к засорению и обладает хорошим вентиляционным эффектом, это основная область, через которую выводится газ...view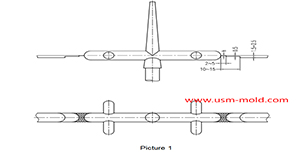
Вентиляция поверхности разделения системы литников
Mar 10, 2022В основном и дополнительном каналах содержится большое количество газа, который выводится через тягу (выталкивающий стержень) во время процесса впрыска, часть газа выходит через вентиляционный канал...view
Советы по проектированию слайдеров 1
Aug 3, 20221. После того как сердечник слайдера выдвинут, длина пребывания в пазу направляющего штифта не должна быть менее 2/3 общей длины слайдера; в особых случаях паз слайдера может быть частично...view
Принципы проектирования вентиляционного канала
Mar 6, 2022Система вентиляции пластиковых форм также очень важна, если в изделии есть захват воздуха или система вентиляции неподходящая, это сильно повлияет на производство литья под давлением и качество...view
Причины создания вентиляционной системы литьевой формы
Feb 28, 2022Газ в литьевой форме включает не только воздух в полости, но и воздух в литнике, а также газ разложения, образующийся из пластикового расплава, и пар, вызванный пластиком при высоких температурах...view