 English
English русский
русский

Вентиляция поверхности разделения системы литников
В основном и дополнительном каналах содержится большое количество газа, который выводится через тягу (выталкивающий стержень) во время процесса впрыска. Часть газа выходит через вентиляционный канал на поверхности разделения, остальной газ поступает в полость вместе с пластиковым расплавом, но лучше, чтобы в полости было меньше газа, чтобы уменьшить необходимость вентиляции полости.
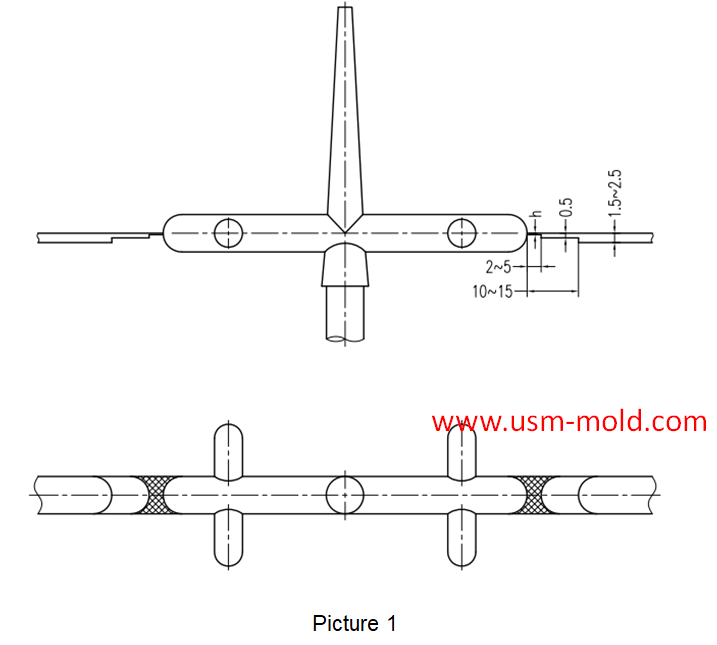
Газ в системе литников должен в основном выводиться через поверхность разделения, вентиляционный канал системы литников преимущественно открывается в конце литника, как показано на рисунке 1.
Дизайн вентиляционного канала литника:
Глубина вентиляционного канала (h) равна глубине кромки облоя в конце литника;
1. Для пластика с хорошей текучестью h≈0,075 мм;
2. Для пластика с плохой текучестью h≈0,125 мм;
Ширина вентиляционного канала совпадает с шириной литника, вход должен быть отполирован;
Давление впрыска в литнике высокое, и вентиляционный канал не должен быть направлен на оператора.



Ограничения технологии литья с газовой поддержкой
Apr 25, 2022Технология литья с газовой поддержкой имеет очевидные преимущества для деталей с толстыми стенками и трубных деталей, но эта технология все еще имеет множество ограничений, которые в основном проявляются...view
Введение в литье под давлением с водяной поддержкой
May 11, 2022Как и процесс литья с газовой поддержкой, литье с водяной поддержкой сначала впрыскивает кусок пластика в полость формы и сердечник, а затем впрыскивает воду, чтобы выдавить расплавленный пластик...view
Нагрев пластиковой литьевой формы
Feb 16, 2022Когда процесс литья пластика под давлением требует температуры формы выше 80°C, в форме должна быть предусмотрена система регулировки температуры с функцией нагрева. Кроме того,...view
Методы контроля температуры пластиковой литьевой формы
Feb 15, 2022За исключением теплового излучения и тепловой конвекции от формы, большая часть тепла, внесенного в форму пластиком, должна быть выведена из формы циркулирующим теплоносителем путем...view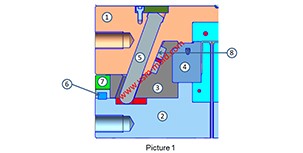
Сборка слайдера бокового механизма вытяжки сердечника
Jul 21, 2022На рисунке 1 показан типичный механизм разделения и вытяжки сердечника слайдера, приводимый в действие направляющим штифтом, мы поговорим о составе и функциях бокового механизма вытяжки сердечника...view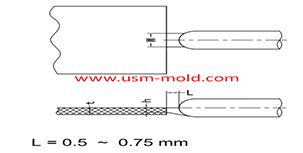
Проектирование системы литников пластиковой литьевой формы
Jan 16, 2022Литник — это соединительная часть между литником и полостью, а также конечная часть системы литников литьевой формы, расплавленный пластик поступает в полость и сторону сердечника через литник...view