 English
English русский
русский

Принципы проектирования толщины стенок пластиковых изделий
Принципы проектирования толщины стенок пластиковых деталей заключаются в следующем:
1. Равномерная толщина стенок — это первый принцип проектирования пластиковых деталей, он обеспечивает равномерное заполнение, охлаждение и усадку, хорошее формование, высокую точность размеров и высокую производительность. Если равномерная толщина стенок невозможна из-за особых требований к пластиковым деталям, следует использовать наклонную плоскость для постепенного перехода между толстыми и тонкими стенками. Кроме того, соотношение толщин должно строго контролироваться следующим образом: термореактивный пластик: прессование 1:3, экструзия 1:5, термопластик: литье под давлением 1:(1,5~2);
2. При условии соблюдения требований к конструкции и использованию пластиковых деталей следует использовать как можно меньшую толщину стенок, чтобы: форма охлаждалась быстрее, вес детали был меньше и экономился материал;
3. Толщина стенок пластиковой детали должна выдерживать удары и вибрации устройства выталкивания формы и т.д.;
4. Должна быть достаточная толщина в местах соединения и крепления пластиковой детали, в месте установки вставки и в месте соединения расплава пластика у отверстия (сварной шов);
5. При определении толщины стенок необходимо учитывать требуемую прочность при хранении и транспортировке;
6. Для соответствия толщине стенок, необходимой для заполнения расплавом во время формования, следует избегать недостаточного заполнения или тонких стенок, которые легко прожигаются, а также разрыва расплава или толстых стенок, которые склонны к образованию впадин;
7. Разные пластики имеют разные разумные толщины стенок из-за различий в текучести, подробности см. в списке 1;
8. Уровень огнестойкости, требуемый для изделия: разные классы огнестойкости соответствуют разным толщинам стенок изделия. Если толщина стенок изделия уже определена, для достижения требуемого уровня огнестойкости часто требуется заменить материал на более высокий класс; если подходящего материала нет, необходимо увеличить толщину стенок изделия.



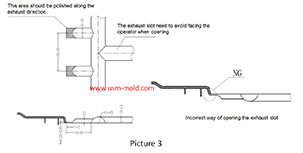
Стандарт проектирования вентиляционного канала
Mar 3, 2022Система вентиляции должна обеспечивать плавный отвод газа из полости и предотвращать попадание материала в вентиляционные каналы, что может вызвать облой изделия или засорение газового канала...view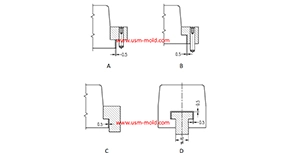
Советы по проектированию Т-образного паза ползуна и направляющей
Dec 18, 20231. Т-образный паз ползуна должен быть спроектирован в соответствии с рисунком 1. Если ползун относительно высокий, Т-образный паз может быть недостаточно высоким, что приведет к неустойчивости центра тяжести,...view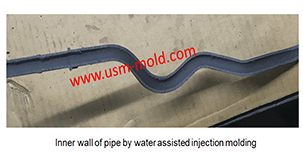
Сравнение литья под давлением с водяной и газовой поддержкой
May 19, 2022Сравнивая технологию литья под давлением с водяной поддержкой и технологию литья с газовой поддержкой, основное различие заключается в природе используемых вспомогательных формовочных сред...view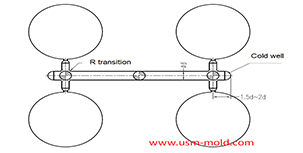
Ключевые моменты системы литников пластиковой литьевой формы
Jan 12, 2022Подлитник — это переходный канал между главным литником и литником, поскольку подлитник является самой длинной частью системы литников, очень важно повысить качество деталей и улучшить...view
Уведомление о проектировании системы охлаждения пластиковой литьевой формы
Feb 14, 2022Уведомление о проектировании системы охлаждения: 1. Обычные формы могут быстро охлаждаться для получения более короткого цикла формования, а прецизионные формы могут медленно охлаждаться с...view
Проектирование ребер пластиковых деталей
Jan 4, 2022Роль ребер заключается в повышении прочности и жесткости пластиковых деталей, предотвращении их перекоса и деформации, а также в том, что они не вызывают усадки внешнего вида изделия из-за увеличения жесткости...view