 English
English русский
русский

Принципы проектирования вентиляционного канала
Система вентиляции пластиковых форм также очень важна, если в изделии есть захват воздуха или система вентиляции неподходящая, это сильно повлияет на производство литья под давлением и качество продукции, особенно для форм с предварительной деформацией, размеры детали будут отличаться, если внутри формы есть захват воздуха, что вызовет нестабильность во время производства.
При изготовлении вентиляционного канала формы мы должны следовать следующим принципам:
1. Вентиляция должна быть быстрой и полной, скорость вентиляции должна соответствовать скорости заполнения;
2. Вентиляционный канал (отверстие) следует делать в местах с более толстой стенкой пластиковой детали;
3. Вентиляционный канал следует делать на поверхности разделения, насколько это возможно, и лучше делать его со стороны полости (в зависимости от формы, характеристик и структуры формы пластиковой детали допускается делать положение вентиляционного канала со стороны сердечника);
4. Облой, образующийся из-за перелива вентиляционного канала, не должен препятствовать извлечению из формы;
5. Вентиляционный канал следует делать, насколько это возможно, в конце потока материала, например, в конце литника и колодца для шлака;
6. Направление вентиляции вентиляционного канала должно быть противоположным рабочей поверхности;
7. Ссылайтесь на стандартные данные для глубины вентиляционного канала и глубины канала перелива, ширины и расстояния и т.д.;
8. Вентиляционный канал следует полировать вдоль направления вентиляции;
9. Вентиляционный канал должен быть сделан в области сварного шва;
10. Лучше сделать вентиляционный канал как можно глубже, чтобы не было видно облоя, но в области литника лучше видеть облой.


_20250310164515A048.webp "Форма для пластиковой коробки")

Открытие блога USM
Oct 27, 2021Здравствуйте всем! Наш блог открывается сегодня, мы очень рады иметь возможность встретиться с вами здесь, добро пожаловать к нам в любое время, когда вам это понадобится. USM — это профессиональная компания по производству пластиковых литьевых форм и литью...view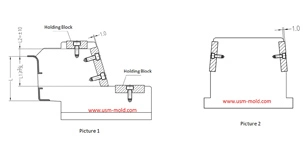
Требования к проектированию износостойкой пластины ползуна
Jan 2, 20241. Износостойкая пластина ползуна требует закалки, твердость 45-48HRC; 2. Трение поверхности износостойкой пластины должно быть на 1.0 мм выше поверхности ползуна (см. рисунок 1);...view_20250317091113A018.jpg)
Основные моменты проектирования литья с газовой поддержкой
Apr 17, 20221. Сначала определите подходящие области толщины стенок, которые нужно впрыснуть и выдолбить, а затем решите, как соединить их с газовым каналом; 2. Газовый канал должен быть расположен сбалансированно...view_20250317091228A019.jpg)
Основные области применения технологии литья с газовой поддержкой
Apr 7, 2022Литье с газовой поддержкой оказывает особенно заметный эффект на экономию материала для трубчатых и стержневых пластиковых деталей, таких как автомобильные ручки, подлокотники сидений, оконные рамы...view
Оборудование для литья с газовой поддержкой
Apr 10, 2022Оборудование для газовой поддержки включает часть управления газовой поддержкой и генератор азота, это специальная и отдельная система от литьевой машины, и ее единственный интерфейс с литьевой...view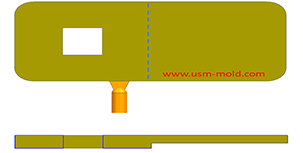
Определение положения литника в проектировании системы литников пластиковой литьевой формы
Jan 17, 2022При выборе положения литника следует обратить внимание на следующие моменты: 1. Положение литника следует устанавливать в месте максимальной толщины стенки пластиковой детали, чтобы пластиковый расплав...view