 English
English русский
русский

Советы по проектированию слайдеров 2
9. Поверхность разделения формы слайдера должна быть по возможности выполнена как запорная поверхность, ширина запорной части должна составлять не менее 8 мм, и не делайте запорную поверхность;
10. При использовании центрального направляющего слайдера следует строго соблюдать стандарт компании «проектирование центрального направляющего слайдера»;
11. Когда форма закрыта, если существует риск столкновения слайдера с другими частями, сначала должен быть выполнен механизм возврата;
12. Расстояние вытяжки сердечника слайдера должно быть на 3–5 мм больше фактического расстояния вытяжки сердечника изделия;
13. Большой слайдер следует по возможности избегать устанавливать в направлении верхней стороны формы; если это неизбежно, он должен приводиться в действие гидравлическим цилиндром, и должен быть установлен концевой выключатель для взаимодействия с ним;
14. Когда устройство вытяжки сердечника цилиндра не используется для слайдера на дневной стороне, необходимо проверить прочность ограничивающего устройства слайдера, чтобы убедиться, что вес слайдера не превышает 2/3 прочности ограничивающего устройства для предотвращения аварий;
15. Когда слайдер установлен на стороне земли, пружину можно убрать, но при этом следует спроектировать надежный стопор, чтобы предотвратить падение слайдера из-за собственного веса;
16. Один и тот же материал нельзя использовать, если между частями есть трение или требования к вставке.



Советы по проектированию угла ползуна
Dec 4, 20231. Обычно все углы вставки ползуна не должны быть менее 3°, чтобы избежать чрезмерной силы самоблокировки и царапин; 2. Угол поверхности блокировки должен быть больше угла углового штифта на 2° или более;...view
Положение захвата воздуха в полости и методы вентиляции
Mar 2, 2022Захват воздуха в полости обычно происходит в следующих местах: 1. Тонкостенная структура полости, конец потока расплава; 2. Стык двух или более расплавов; 3. Последняя область, куда достигает расплав...view
Что такое угол выгонки?
Dec 29, 2021Угол выгонки, также называемый углом извлечения из формы, — это угол, используемый для извлечения изделия из формы и проектируемый на поверхности разделения. Этот угол называется углом выгонки, как показано...view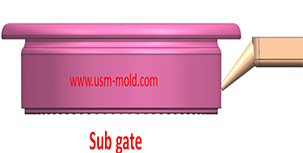
Подлитник системы литников пластиковой литьевой формы
Jan 26, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view
Ключевые моменты процесса литья с газовой поддержкой
Apr 20, 2022Параметры впрыска газа Часть управления газовой поддержкой — это устройство, которое контролирует давление газа на каждом этапе, параметры газовой поддержки имеют только два значения: время впрыска газа...view
Принципы проектирования вентиляционного канала
Mar 6, 2022Система вентиляции пластиковых форм также очень важна, если в изделии есть захват воздуха или система вентиляции неподходящая, это сильно повлияет на производство литья под давлением и качество...view