 English
English русский
русский

Советы по проектированию слайдеров 1
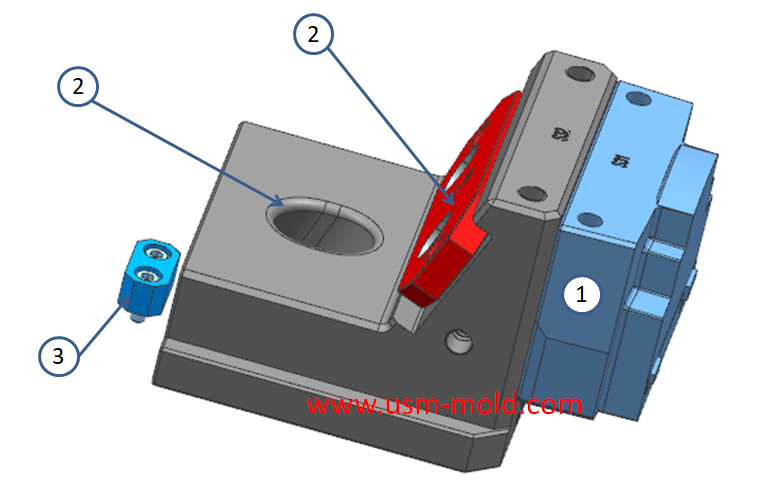
1. После того как сердечник слайдера выдвинут, длина пребывания в пазу направляющего штифта не должна быть менее 2/3 общей длины слайдера; в особых случаях паз слайдера может быть частично удлинен;
2. В принципе, длина скользящей части слайдера должна быть более чем в 1,5 раза больше высоты слайдера;
3. Сопрягаемая поверхность поперечного сечения слайдера, входящего в фиксированную матрицу, выполняется с боковым уклоном 3–5°, чтобы избежать воздуха или одностороннего давления, как показано на рисунке 1 в пункте 1;
4. Максимальный угол наклонного штифта не должен превышать 22°, а угол клина слайдера должен быть на 2–3° больше, чем у наклонного штифта;
5. Входное отверстие для наклонного штифта слайдера должно быть выполнено с радиусным углом, как показано на рисунке 1 в пункте 2;
6. Зазор между отверстием для наклонного штифта слайдера и наклонным штифтом должен составлять 0,5–1,0 мм с одной стороны;
7. После того как слайдер выдвинут, должен быть установлен концевой выключатель, предпочтительно устройство ограничения слайдера с компрессионной пружиной и стопором, как показано на рисунке 1 в пункте 3;
8. Для запирающей части слайдера требуется износостойкая пластина, как показано на рисунке 1 в пункте 4, слайдер и верхняя часть входа запирающего блока должны иметь радиусный угол.



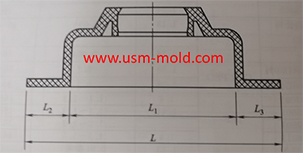
Усадка при формовании пластика
Dec 30, 2021Пластиковые детали уменьшаются в размере из-за усадки, вызванной снижением температуры в процессе формования, и эта усадка выражается коэффициентом усадки. Обычные коэффициенты усадки пластика показаны...view
Оборудование для литья с газовой поддержкой
Apr 10, 2022Оборудование для газовой поддержки включает часть управления газовой поддержкой и генератор азота, это специальная и отдельная система от литьевой машины, и ее единственный интерфейс с литьевой...view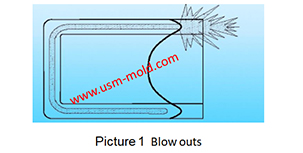
Дефекты изделий при литье с газовой поддержкой и их решения
Apr 28, 2022Распространенные дефекты и решения при литье с газовой поддержкой: 1. Газ выдувает расплав, как на рисунке 1. Причина: недостаточное предварительное заполнение. Когда пластиковая деталь представляет собой...view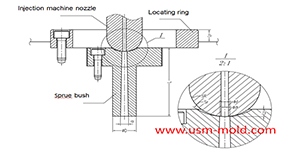
Основные моменты проектирования системы литников пластиковой формы
Jan 11, 2022Главный литник — это часть, через которую расплавленный пластик проходит первым, когда он выстреливается из сопла впрыска, и он соосен с соплом впрыска, из-за повторяющихся контактов и столкновений...view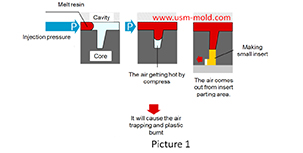
Основные причины захвата воздуха в пластиковой литьевой форме
Mar 1, 2022Во время процесса литья под давлением на переднем конце тонких ребер может произойти захват воздуха и выгорание пластика, а также это может привести к тому, что литая деталь станет черной и...view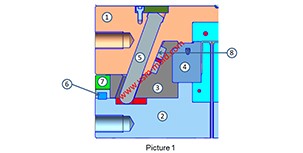
Сборка слайдера бокового механизма вытяжки сердечника
Jul 21, 2022На рисунке 1 показан типичный механизм разделения и вытяжки сердечника слайдера, приводимый в действие направляющим штифтом, мы поговорим о составе и функциях бокового механизма вытяжки сердечника...view