 English
English русский
русский

Принцип баланса температуры формы в проектировании системы охлаждения пластиковой формы
Принцип баланса температуры формы:
1. Из-за сложности пластиковых деталей и структуры формы трудно сделать температуру формы полностью一致ной, но следует стремиться к тому, чтобы температура формы была максимально сбалансированной, и не должно быть локального перегрева или переохлаждения.
2. Высокотемпературные области в форме включают: рядом с литниковой втулкой, рядом с литником и рядом с толстой стенкой пластиковой детали, эти области следует охлаждать.
3. Иногда требуется нагрев в тонкостенных областях.
4. Во время процесса охлаждения формы из-за явления теплового расширения и сжатия пластиковая деталь слегка отходит от фиксированной полости формы при затвердевании, в то время как сила сжатия на сердечнике становится все больше, и пластиковая деталь отсоединяется, больше тепла перед извлечением из формы передается сердечнику, поэтому сердечник должен быть в фокусе охлаждения.
5. Для контроля разницы температур охлаждающей воды на входе и выходе охлаждающего канала разница температур должна быть меньше или равна 2°C во время прецизионного литья под давлением, а в общем случае разница температур должна быть меньше или равна 5°C. Общая длина охлаждающего литника (длина в последовательности) не должна быть слишком большой, предпочтительно менее 1,5 м, а длина мертвой зоны должна быть как можно короче.
6. Охлаждающий канал должен быть спроектирован для съемника в форме с тремя плитами, чтобы температура формы могла стабилизироваться во время производственного процесса и цикл формования мог быть сокращен.
.png)



Основные моменты проектирования системы литников пластиковой формы
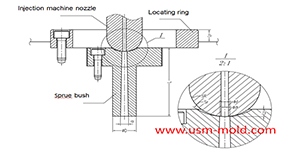
Jan 11, 2022Главный литник — это часть, через которую расплавленный пластик проходит первым, когда он выстреливается из сопла впрыска, и он соосен с соплом впрыска, из-за повторяющихся контактов и столкновений...view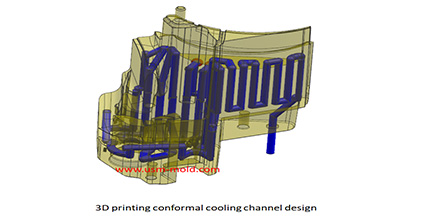
Принципы проектирования системы охлаждения пластиковой литьевой формы
Feb 13, 2022Принципы проектирования системы охлаждения Для повышения эффективности системы охлаждения и обеспечения равномерного распределения температуры на поверхности полости следует соблюдать следующие принципы...view
Советы по проектированию угла ползуна
Dec 4, 20231. Обычно все углы вставки ползуна не должны быть менее 3°, чтобы избежать чрезмерной силы самоблокировки и царапин; 2. Угол поверхности блокировки должен быть больше угла углового штифта на 2° или более;...view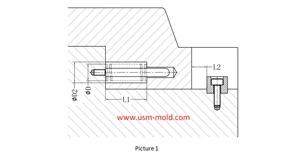
Расчет длины и прочности пружины ползуна
Apr 22, 2024Размеры обработки: 1. ØD2=ØD+2 2. Ll = общая длина пружины (L) - предварительное натяжение пружины (N) - расстояние вытягивания сердечника ползуна (L2) Расчет длины пружины: (см. рисунок 1 для расчета длины)...view
Классификация механизмов бокового разделения и вытяжки сердечника
Jul 17, 2022Согласно структурным характеристикам пластикового литья, механизмы боковой вытяжки сердечника делятся на следующие шесть категорий: 1. Механизм боковой вытяжки сердечника «слайдер + направляющий...view
Что такое угол выгонки?
Dec 29, 2021Угол выгонки, также называемый углом извлечения из формы, — это угол, используемый для извлечения изделия из формы и проектируемый на поверхности разделения. Этот угол называется углом выгонки, как показано...view