 English
English русский
русский

Дефекты изделий при литье с газовой поддержкой и их решения
Распространенные дефекты и решения при литье с газовой поддержкой:
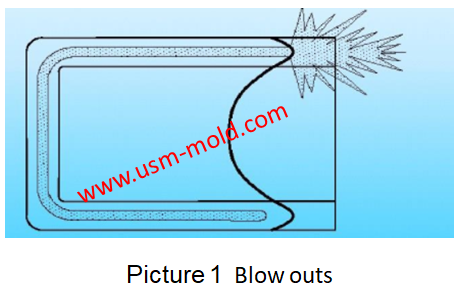
1. Газ выдувает расплав, как на рисунке 1.
Причина: недостаточное предварительное заполнение. Когда пластиковая деталь представляет собой локально утолщенную пластинчатую деталь или плиту с ребрами жесткости, большая часть тонкой области плиты должна быть заполнена на стадии предварительного заполнения, чтобы обеспечить закрытую форму пластиковой детали и предотвратить прорыв газа через фронт расплава. Согласно нашему опыту, предварительное заполнение расплава должно составлять более 70% номинального объема пластиковой детали, то есть объемная доля полой части менее 30%; для толстых стержневых изделий предварительное заполнение составляет около 6,7%. Для одновременного впрыска, чтобы предотвратить прорыв газа, также необходимо обеспечить достаточное количество расплава перед газовым впрыском, поэтому старайтесь начинать впрыск газа в конце предварительного заполнения.
2. Отсутствие полости или полость слишком мала. Можно уменьшить степень предварительного заполнения, повысить температуру расплава и давление газа, сократить время задержки газа, продлить время удержания давления газа и время сброса давления, выбрать материалы с более высокой текучестью, увеличить газовый канал и использовать метод боковой полости. Кроме того, можно проверить, неисправна ли газовая игла или забита ли она, а также нет ли утечек в газопроводе.
3. Усадочные метки. Методы, которые можно использовать для устранения усадочных меток, включают уменьшение степени предварительного заполнения и температуры расплава, увеличение давления расплава, сокращение времени задержки газа, увеличение давления газа, продление времени сброса давления газа, снижение температуры формы и увеличение диаметра литника, канала и литникового канала и т.д. Кроме того, можно отрегулировать кривую давления в процессе литья с газовым впрыском, проверить, правильно ли работают трубопровод и газовая игла, и достаточно ли стабилен вес. Снижение скорости впрыска, увеличение противодавления, улучшение давления формы и вентиляции, изменение положения литника и увеличение литника помогают преодолеть этот дефект.
4. Стенка литникового канала слишком тонкая. Этот дефект можно преодолеть, снизив скорость впрыска, понизив температуру цилиндра и давление газа, продлив время задержки газа и увеличив литниковый канал.
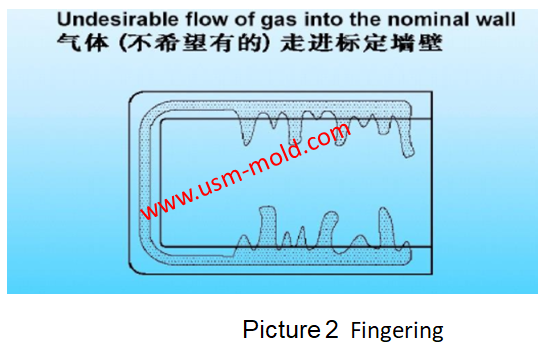
5. Эффект пальцев, как показано на рисунке 2. Дефект пальцев означает, что в процессе выдувания пузырьки проходят через тонкостенную область вне заданного воздушного пути изделия, образуя пальцеобразные ветви. Сильный эффект пальцев снизит прочность пластиковых изделий, приведет к провалу технологии литья с газовой поддержкой или не позволит использовать преимущества этой технологии. Когда это явление возникает, можно рассмотреть увеличение уровня заполнения, снижение скорости впрыска, температуры цилиндра и давления газа, продление времени задержки газа, сокращение времени газа и сброса давления, перенастройку кривой давления впрыска газа, выбор материала с меньшей текучестью, снижение температуры формы и уменьшение толщины стенки. Кроме того, изменение положения литника и увеличение воздушного пути также помогает улучшить этот дефект. Время задержки выдувания является наиболее важным условием процесса, влияющим на дефект пальцев: с увеличением времени задержки пластиковый расплав около внутренней стенки полости формы охлаждается и затвердевает, толщина твердого слоя увеличивается, так что сопротивление боковому заполнению становится больше, и газ следует принципу минимального сопротивления, продвигаясь вдоль центра воздушного пути, что углубляет длину воздушного пути и уменьшает диаметр, а степень дефекта пальцев, образованного пузырьками, проходящими через тонкостенную область вне воздушного пути изделия, снижается. Однако если время задержки выдувания слишком велико, это легко вызывает проблемы, такие как неравномерное выдувание. Сохранение направления впрыска в соответствии с направлением выдувания может эффективно смягчить дефекты, вызванные чрезмерным временем задержки при проектировании.
6. Газ попадает в винт литьевой машины. Когда эта проблема возникает, можно попробовать увеличить давление удержания расплава и время удержания, снизить температуру сопла и давление газа, сократить время удержания газа и время сброса давления, перенастроить кривую давления впрыска газа и выбрать материал с меньшей текучестью, уменьшить диаметр литника и изменить положение литника и т.д.
7. Разрыв после извлечения из формы. Когда эта проблема возникает, можно снизить давление газа, продлить время удержания давления, перенастроить кривую давления впрыска газа, уменьшить объем газа и т.д., а также проверить, не забита ли газовая игла.
8. Пузырьки на поверхности детали. Неразорвавшиеся пузырьки на поверхности детали обычно появляются около литника, и диаметр пузырьков превышает 200 мкм. Основное различие между пузырьками и выпуклостями заключается в том, что края пузырьков более гладкие и часто имеют вид плавных дуг. Причины появления пузырьков сложнее, и захваченный воздух и деградация материала во время формования могут вызвать нерегулярные пузырьки на поверхности детали. Умеренное снижение температуры впрыска и скорости впрыска может уменьшить появление пузырьков. Однако снижение температуры впрыска может вызвать другие дефекты, такие как недостаток материала и прорыв изделия, поэтому необходимо улучшить текучесть материала и использовать материалы с лучшей термической стабильностью для полного решения проблемы.


_20250310164515A048.webp "Форма для голосового выключателя")

Проектирование ребер пластиковых деталей
Jan 4, 2022Роль ребер заключается в повышении прочности и жесткости пластиковых деталей, предотвращении их перекоса и деформации, а также в том, что они не вызывают усадки внешнего вида изделия из-за увеличения жесткости...view
Вентиляция поверхности разделения системы литников
Mar 10, 2022В основном и дополнительном каналах содержится большое количество газа, который выводится через тягу (выталкивающий стержень) во время процесса впрыска, часть газа выходит через вентиляционный канал...view
Общие методы крепления углового штифта
May 10, 2024Угловой штифт является распространенной частью приводного ползуна, и методы крепления и установки следующие: 1. Проходит непосредственно через пластину формы и фиксируется верхней пластиной,...view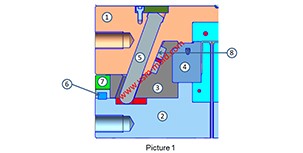
Сборка слайдера бокового механизма вытяжки сердечника
Jul 21, 2022На рисунке 1 показан типичный механизм разделения и вытяжки сердечника слайдера, приводимый в действие направляющим штифтом, мы поговорим о составе и функциях бокового механизма вытяжки сердечника...view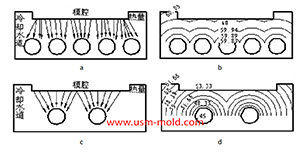
Факторы, влияющие на скорость охлаждения деталей при литье под давлением
Feb 9, 2022Деталь должна быть сформирована путем охлаждения для получения стабильной пластиковой детали после заполнения полости и стороны сердечника пластиком, поэтому большинство литьевых форм должны быть оснащены...view
Усадка при формовании пластика
Dec 30, 2021Пластиковые детали уменьшаются в размере из-за усадки, вызванной снижением температуры в процессе формования, и эта усадка выражается коэффициентом усадки. Обычные коэффициенты усадки пластика показаны...view