 English
English русский
русский

Методы контроля температуры пластиковой литьевой формы
За исключением теплового излучения и тепловой конвекции от формы, большая часть тепла, внесенного в форму пластиком, должна быть выведена из формы циркулирующим теплоносителем путем теплопроводности. Теплоносители включают воду, масло и бериллиевую медь и т.д., иногда также используются алюминиевые сплавы.
Температура формы обычно контролируется путем регулировки температуры теплоносителя и добавления теплоизоляционных плит и нагревательных стержней.
Более низкая температура формы обычно достигается путем пропускания теплой воды (около 25°C) к полости и «замороженной воды» (около 4°C) к сердечнику, когда литник теплоносителя, то есть охлаждающий водяной литник, не может пройти через определенные части, следует использовать материалы с более высокой эффективностью теплопередачи (например, бериллиевую медь и т.д.) для передачи тепла к теплоносителю.
Для повышения температуры формы обычно используется пропускание горячей воды и масла через охлаждающий водяной литник, когда температура формы высокая, можно использовать электрический нагревательный стержень для нагрева, для форм, которые нужно нагревать, чтобы предотвратить потерю тепла из-за теплопроводности, следует добавить смоляную изоляционную плиту к панели формы.
В форме с горячим литником температура литниковой плиты должна быть высокой, и ее необходимо нагревать нагревательным стержнем. Чтобы избежать передачи тепла от литниковой плиты к полости, что затрудняет охлаждение полости, при проектировании следует минимизировать контактную поверхность с полостью и использовать теплоизоляционный лист для изоляции.
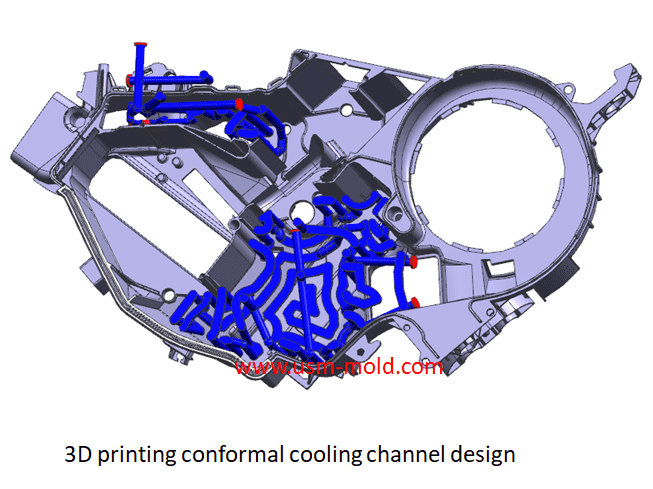
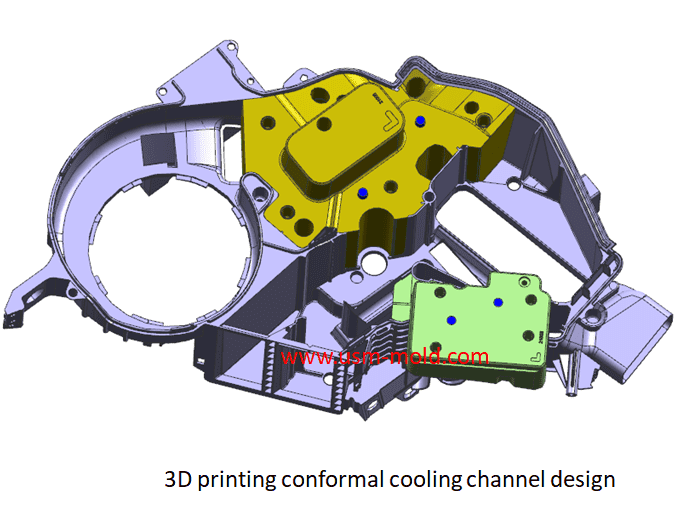
Во многих случаях литьевые формы нуждаются в охлаждении, и основным способом охлаждения является обработка охлаждающих водяных литников в форме, основными формами охлаждающих водяных каналов являются: прямые водяные литники, круговые водяные литники, теплопроводящие водяные литники, диафрагменные водяные литники, спиральные водяные литники и струйные водяные литники. Большинство форм в реальном дизайне охлаждаются прямыми водяными литниками, когда форма пластиковых деталей особенная, они чаще всего охлаждаются комбинацией прямых водяных литников и других охлаждающих водяных литников.
Факторы, которые следует учитывать при проектировании системы контроля температуры:
1. Толщина стенки, проекционная площадь и структурная форма литой пластиковой детали;
2. Производственная партия пластиковых деталей;
3. Свойства формованных пластиков;
4. Размер и структура формы, а также вставные части;
5. Тип литника и расположение горячего литника.



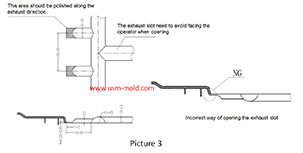
Стандарт проектирования вентиляционного канала
Mar 3, 2022Система вентиляции должна обеспечивать плавный отвод газа из полости и предотвращать попадание материала в вентиляционные каналы, что может вызвать облой изделия или засорение газового канала...view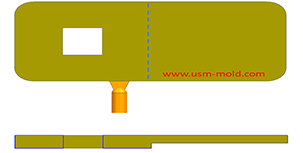
Определение положения литника в проектировании системы литников пластиковой литьевой формы
Jan 17, 2022При выборе положения литника следует обратить внимание на следующие моменты: 1. Положение литника следует устанавливать в месте максимальной толщины стенки пластиковой детали, чтобы пластиковый расплав...view
Нагрев пластиковой литьевой формы
Feb 16, 2022Когда процесс литья пластика под давлением требует температуры формы выше 80°C, в форме должна быть предусмотрена система регулировки температуры с функцией нагрева. Кроме того,...view
Ключевые моменты процесса литья с газовой поддержкой
Apr 20, 2022Параметры впрыска газа Часть управления газовой поддержкой — это устройство, которое контролирует давление газа на каждом этапе, параметры газовой поддержки имеют только два значения: время впрыска газа...view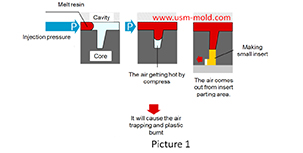
Основные причины захвата воздуха в пластиковой литьевой форме
Mar 1, 2022Во время процесса литья под давлением на переднем конце тонких ребер может произойти захват воздуха и выгорание пластика, а также это может привести к тому, что литая деталь станет черной и...view
Точечный литник в проектировании системы литников пластиковой литьевой формы
Jan 24, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view