 English
English русский
русский

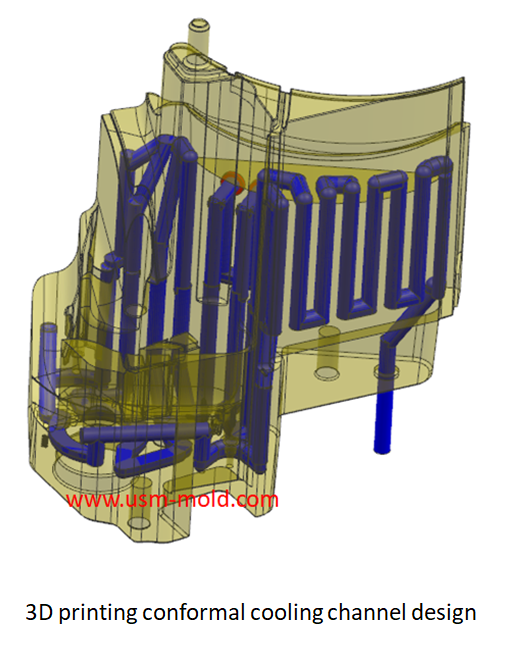
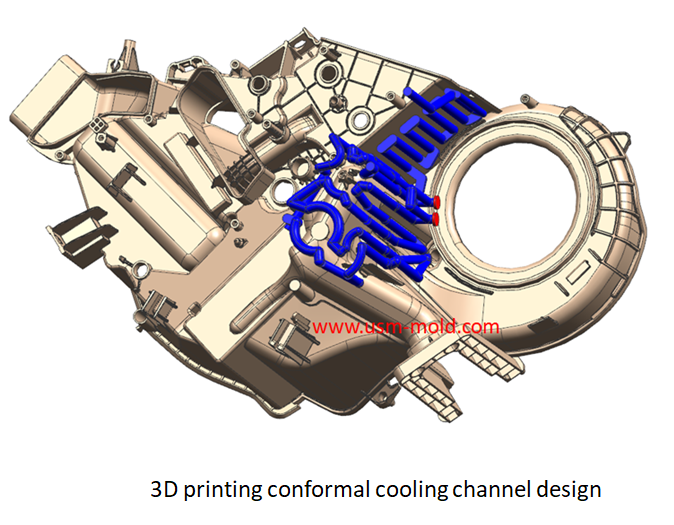
Принципы проектирования системы охлаждения пластиковой литьевой формы
Принципы проектирования системы охлаждения
Для повышения эффективности системы охлаждения и обеспечения равномерного распределения температуры на поверхности полости следует соблюдать следующие принципы при проектировании системы охлаждения:
1. При проектировании формы сначала следует учитывать метод охлаждения и расположение охлаждающего контура, должно быть достаточно места. Поток воды в охлаждающем отверстии должен быть турбулентным, настройка контура охлаждающей воды должна соответствовать потребностям процесса формования, а эффект охлаждения должен быть достаточным, равномерным и сбалансированным;
2. Учитывая разницу температур между входом и выходом, падение давления потока (рассчитать диаметр и длину трубы). Уменьшайте разницу температур между входом и выходом охлаждающей воды (5°C для обычных форм и 2°C для прецизионных форм). Длина охлаждающего контура должна быть менее 1,2–1,5 м, скорость потока должна контролироваться в диапазоне 0–1,0 м/с, количество изгибов в контуре не должно превышать 15, при последовательном соединении водяного барьера количество поворотов составляет 4 раза. Для средних и крупных форм охлаждающую водяную трубу можно разделить на несколько независимых контуров, чтобы увеличить поток хладагента, снизить потери давления и повысить эффективность передачи, охлаждающий эффект от использования нескольких тонких труб лучше, чем от одной трубы большого диаметра;
3. Количество отверстий для охлаждающей воды должно быть максимально большим, а диаметр отверстий — как можно большим (размер выбирается в зависимости от формы пластиковой детали и структуры формы, внутренний диаметр водяной трубы и соединителя должен быть равен диаметру охлаждающего отверстия), количество, интервал и расстояние до поверхности формовочного пространства существенно влияют на контроль температуры формы;
4. Температура формы вблизи литника выше, и охлаждающий контур следует располагать от внутренней части (рядом с литником) к внешней (далеко от литника), основная часть литника формы часто контактирует с соплом литьевой машины, температура вблизи литника высокая, поэтому охлаждение следует усилить, при необходимости проектировать отдельный охлаждающий канал;
5. Поскольку температура в месте сварного шва самая низкая, избегайте установки охлаждающей трубы в сварной части изделия, иначе температура упадет, сварной шов станет более заметным, а прочность сварки пластиковой детали снизится;
6. Входные и выходные трубные соединения должны располагаться на стороне, противоположной рабочей поверхности;
7. Охлаждающий контур стороны полости и сердечника формы должен быть разделен, обратите внимание на баланс охлаждения между полостью и сердечником, поэтому проектировщик должен уделять особое внимание эффекту охлаждения сердечника и обеспечивать полное охлаждение и сбалансированную усадку пластиковой детали. Проектировщик должен тщательно следить за эффектом охлаждения полости и сердечника, а изделие должно быть полностью охлаждено и иметь сбалансированную усадку.



Советы по проектированию слайдеров 2
Nov 22, 20239. Поверхность разделения формы слайдера должна быть по возможности выполнена как запорная поверхность, ширина запорной части должна составлять не менее 8 мм, и не делайте запорную поверхность;...view
Дизайн вентиляционных вставок для литых деталей
Mar 13, 2022В тонкостенной полости, конце потока расплава, дне глухого отверстия полости формы, конце сплошного столба пластиковой детали, дне ребра и винтового столба пластиковой детали, а также в углах сложной...view
Банановый литник в проектировании системы литников пластиковой литьевой формы
Feb 7, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view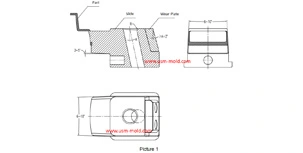
Советы по проектированию угла ползуна
Dec 4, 20231. Обычно все углы вставки ползуна не должны быть менее 3°, чтобы избежать чрезмерной силы самоблокировки и царапин; 2. Угол поверхности блокировки должен быть больше угла углового штифта на 2° или более;...view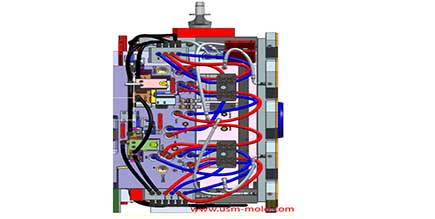
Уведомление о проектировании системы охлаждения пластиковой литьевой формы
Feb 14, 2022Уведомление о проектировании системы охлаждения: 1. Обычные формы могут быстро охлаждаться для получения более короткого цикла формования, а прецизионные формы могут медленно охлаждаться с...view
Что такое литье под давлением?
Dec 28, 2021Процесс получения изделий, отлитых под давлением, называется литьем под давлением, или просто литьем. Литье под давлением — это важный метод обработки полимеров, характеризующийся коротким...view