 English
English русский
русский

Хорошо вентилируемая сталь для вентиляционного дизайна литых деталей
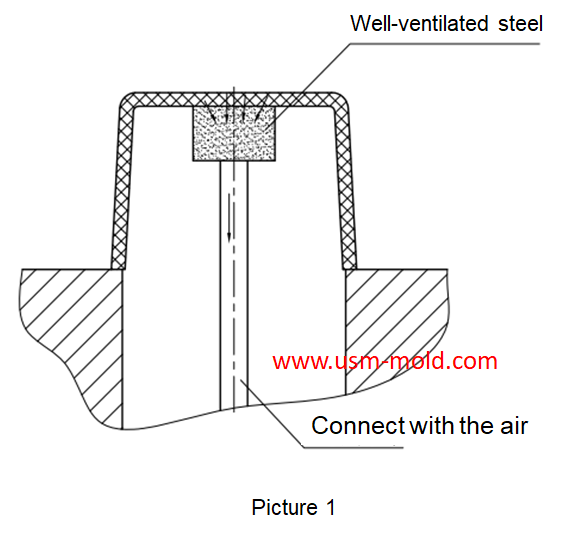
Хорошо вентилируемая сталь — это спеченный сплав, это пористый материал, спеченный из сферических частиц сплава, размер пор составляет 7–10 мкм, прочность низкая, но текстура рыхлая, что позволяет газу проходить через нее. Размещение куска хорошо вентилируемой стали на части, которую нужно вентилировать, обеспечивает хорошую вентиляцию. Однако диаметр нижнего вентиляционного отверстия не должен быть слишком большим, чтобы предотвратить его сжатие и деформацию под давлением полости. Из-за низкой теплопроводности хорошо вентилируемой стали ее нельзя перегревать, иначе продукты разложения легко забьют поры.
Особенности хорошо вентилируемой стали:
1. Плотность мала, а удельная прочность велика.
2. Хорошее поглощение энергии.
3. Хороший эффект гашения вибрации.
4. Большая удельная поверхность, четверть ткани — сквозные отверстия.
5. Исходная твердость хорошо вентилируемой стали: предварительно закалена до 350–400 HV (35–40 HRC).
Характеристики хорошо вентилируемой стали:
1. Снижение давления впрыска и времени удержания давления;
2. Уменьшение и устранение внутреннего напряжения литых деталей, предотвращение деформации и коробления изделия;
3. Может решить и смягчить сложные проблемы формования из-за отклонения литника, неравномерной толщины стенок и тонкостенных пластиковых деталей.
4. Газ, образующийся при высокой температуре формовочного материала, и дефекты, такие как выгорание, следы потока, недостаток материала и деформация детали, вызванные быстрым накоплением давления в полости формы, могут быть полностью устранены;
5. Повышение эффективности производства формования и экономия производственных затрат, поэтому размещение хорошо вентилируемой стали в подходящем месте литьевой формы полностью устраняет проблемы впрыска, вызванные газом, значительно улучшая процесс формования.
Советы по изготовлению хорошо вентилируемой стали:
1. Используйте H7/m6 для фиксации хорошо вентилируемой стали с формой;
2. Фрезерование, шлифовка, полировка, стук и т.д. не допускаются на поверхности хорошо вентилируемой стали, чтобы избежать засорения вентиляционных отверстий, можно использовать только электроэрозионную обработку;
3. Выбирайте установку хорошо вентилируемой стали в плоском положении, чтобы избежать резки;
4. Вентиляционный канал или отверстия должны быть открыты на нижней поверхности хорошо вентилируемой стали и соединены с воздухом;
5. Использование хорошо вентилируемой стали для отвода воздуха оставит форму вентиляционных микропор на поверхности изделия, поэтому вентиляционный элемент можно устанавливать только на некритичной поверхности;
6. Для предотвращения засорения вентиляционных отверстий требуется регулярное обслуживание вентиляционных компонентов во время формования и производства;
7. Вентиляция из дышащей стали не подходит для смол, требующих литья под высоким давлением, таких как PC, PC+ABS и т.д.; литье под высоким давлением литье под давлением повредит вентиляционные компоненты.

_20250310164515A048.webp "Форма для корпуса контроллера PLC")

Принципы проектирования системы охлаждения пластиковой литьевой формы
Feb 13, 2022Принципы проектирования системы охлаждения Для повышения эффективности системы охлаждения и обеспечения равномерного распределения температуры на поверхности полости следует соблюдать следующие принципы...view
Пять основных этапов процесса производства литьевых форм
Dec 9, 2021Производство литьевых форм можно грубо разделить на следующие этапы: Анализ процесса пластиковых изделий. Перед проектированием формы дизайнер должен полностью проанализировать и изучить, соответствует ли...view
Банановый литник в проектировании системы литников пластиковой литьевой формы
Feb 7, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view
Определение положения литника в проектировании системы литников пластиковой литьевой формы
Jan 17, 2022При выборе положения литника следует обратить внимание на следующие моменты: 1. Положение литника следует устанавливать в месте максимальной толщины стенки пластиковой детали, чтобы пластиковый расплав...view
Обычные охлаждающие литники пластиковой литьевой формы
Feb 17, 20221. Прямой охлаждающий водяной литник: прямой охлаждающий литник — наиболее часто используемый литник для пластиковой литьевой формы, а также самый удобный тип охлаждения для обработки...view
Проектирование системы литников пластиковой литьевой формы
Jan 16, 2022Литник — это соединительная часть между литником и полостью, а также конечная часть системы литников литьевой формы, расплавленный пластик поступает в полость и сторону сердечника через литник...view