 English
English русский
русский

Ключевые моменты системы литников пластиковой литьевой формы
Подлитник — это переходный канал между главным литником и литником, поскольку подлитник является самой длинной частью системы литников, очень важно повысить качество деталей и производительность, сократив процесс подлитника и сопротивление потоку.
Требования к подлитнику:
① Минимизировать попадание воздуха в системе литников и холодного материала с передней стороны расплава в полость для улучшения качества формования.
② Сопротивление подлитника расплаву должно быть небольшим, а объемный расход должен быть большим, чтобы уменьшить потери давления и температуры, когда расплав проходит через литник.
③ Время затвердевания подлитника должно быть позже, чем время затвердевания расплава в полости, чтобы облегчить подачу материала.
④ Обеспечить, чтобы расплав быстро и равномерно поступал в каждую полость или в каждый угол одной и той же полости.
⑤ Длина литника должна быть как можно короче, а его объем — как можно меньше.
⑥ Форма и размер должны быть удобны для обработки и выбора инструмента.
⑦ Литник верхнего уровня на 10%~20% больше, чем литник следующего уровня.
Факторы, влияющие на проектирование подлитника:
① Геометрическая форма, толщина стенок, размер, стабильность, внутреннее качество и требования к внешнему виду пластиковых деталей.
② Разновидность пластиков, то есть текучесть, температура плавления и диапазон температуры плавления, температура затвердевания и скорость усадки пластика.
③ Давление, температура нагрева и скорость впрыска литьевой машины.
④ Способ отсоединения главного литника и подлитника.
⑤ Расположение полости, местоположение и тип литника.
Ключевые моменты проектирования подлитника проектирование:
Площадь поперечного сечения: как можно меньше при условиях процесса впрыска.
Распределение: компактное и симметричное, минимизировать общую площадь формовочной области.
Форма: отношение площади поперечного сечения к периметру как можно больше.
Длина: как можно короче; длина литников каждой полости должна быть максимально равной.
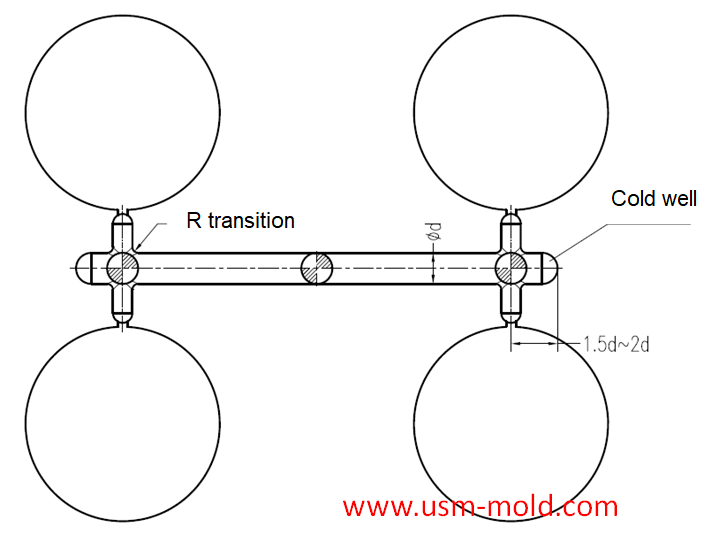
Повороты: как можно меньше и с закругленными переходами.
Шероховатость внутренней поверхности: не обязательно очень гладкая, чтобы внешний слой потока материала сформировал охлаждающий слой для сохранения тепла, Ra=0,8~1,6 мкм.
Извлечение конденсата: это особенно желательно, когда подлитник находится на стороне полости или он длинный, используется выталкиватель спру.
На конце подлитника должны быть предусмотрены холодный колодец и вентиляционный канал.
_20250310164515A048.webp "Форма для корпуса контроллера PLC")


Ключевые моменты процесса литья с газовой поддержкой
Apr 20, 2022Параметры впрыска газа Часть управления газовой поддержкой — это устройство, которое контролирует давление газа на каждом этапе, параметры газовой поддержки имеют только два значения: время впрыска газа...view
Нагрев пластиковой литьевой формы
Feb 16, 2022Когда процесс литья пластика под давлением требует температуры формы выше 80°C, в форме должна быть предусмотрена система регулировки температуры с функцией нагрева. Кроме того,...view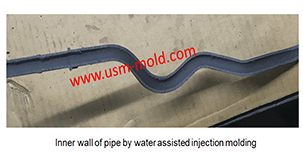
Сравнение литья под давлением с водяной и газовой поддержкой
May 19, 2022Сравнивая технологию литья под давлением с водяной поддержкой и технологию литья с газовой поддержкой, основное различие заключается в природе используемых вспомогательных формовочных сред...view
Ограничения технологии литья с газовой поддержкой
Apr 25, 2022Технология литья с газовой поддержкой имеет очевидные преимущества для деталей с толстыми стенками и трубных деталей, но эта технология все еще имеет множество ограничений, которые в основном проявляются...view
Открытие блога USM
Oct 27, 2021Здравствуйте всем! Наш блог открывается сегодня, мы очень рады иметь возможность встретиться с вами здесь, добро пожаловать к нам в любое время, когда вам это понадобится. USM — это профессиональная компания по производству пластиковых литьевых форм и литью...view
Профиль компании Unique Solutions Mold
Dec 27, 2021USM (UNIQUE SOLUTIONS MOLD LIMITED) была основана в 2012 году и расположена в городе Дунгуань, провинция Гуандун, известной провинции по производству форм в Китае. Завод занимает площадь 3500 квадратных...view