 English
English русский
русский

Усадка при формовании пластика
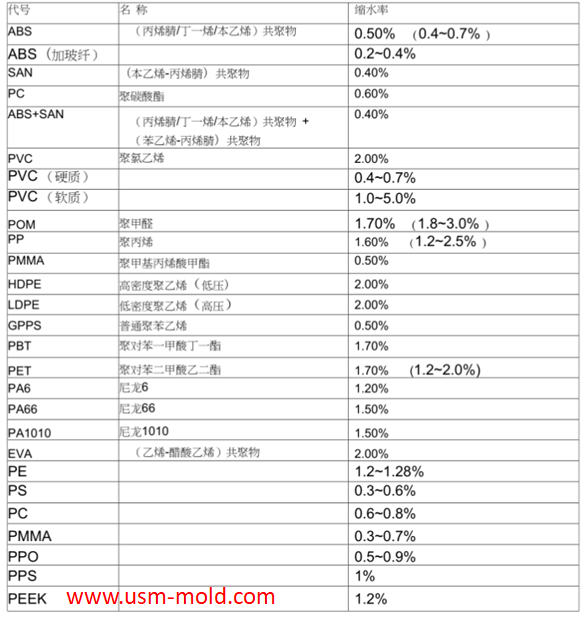
Пластиковые детали уменьшаются в размере из-за усадки, вызванной снижением температуры в процессе формования, и эта усадка выражается коэффициентом усадки. Обычные коэффициенты усадки пластика показаны на рисунке 1.
Расчет усадки: S=(P-L)/S*100%
S: коэффициент усадки
P: размер формы при комнатной температуре
L: размер пластиковой детали при комнатной температуре
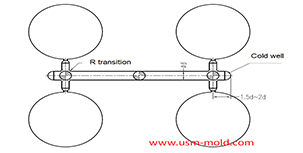
Процесс усадки пластиковых деталей: усадка пластиковых деталей делится на два процесса: усадка в жидком состоянии и усадка в твердом состоянии. Усадка в жидком состоянии зависит от поддержания давления и усадки литьевой машины, что не влияет на размер деталей. Усадка в твердом состоянии делится на два процесса: усадка пластиковой детали в полости формы и усадка после извлечения из формы. Усадка пластиковых деталей в полости формы различается в зависимости от размеров: свободная усадка, затрудненная усадка и смешанная усадка, как показано на рисунке 2. Затрудненный размер L1 почти не усаживается в полости из-за препятствия сердечника, тогда как размеры свободной усадки L2, L3 и смешанной усадки L начинают усаживаться после затвердевания в полости. Пластиковая деталь усаживается больше всего в течение 10 часов после извлечения из формы и становится в основном стабильной через 48 часов, но окончательная стабильность достигается через 30–60 дней. Усадка после 48 часов также называется последующей усадкой.
На точность размеров пластиковых деталей влияет множество факторов, и наиболее важным и трудно контролируемым является колебание усадки пластика. Основные факторы, вызывающие колебания усадки пластика, следующие:
1. Давление впрыска: чем больше давление в полости, тем меньше усадка после формования; коэффициенты усадки аморфных и кристаллических пластиков уменьшаются с увеличением внутреннего давления линейно и по кривой соответственно.
2. Температура впрыска: с повышением температуры увеличивается коэффициент расширения пластика, и коэффициент усадки пластиковых деталей возрастает, однако с увеличением температуры плотность расплава увеличивается, но коэффициент усадки уменьшается. В результате одновременного действия этих двух факторов коэффициент усадки обычно уменьшается с ростом температуры.
3. Температура формы: в общем случае, чем выше температура формы, тем больше усадка затрудненного размера L1, меньше усадка размеров свободной усадки L2 и L3, а смешанная усадка размера L зависит от значений L1 и (L2+L3). Если L1>(L2+L3), коэффициент усадки уменьшается с ростом температуры формы, в противном случае он увеличивается с ростом температуры формы.
4. Время формования: чем дольше время поддержания давления во время формования, тем полнее заполнение и меньше коэффициент усадки; одновременно увеличивается ориентация замораживания пластика, внутреннее напряжение пластиковой детали также велико, и коэффициент усадки тоже увеличивается. Чем дольше время охлаждения при формовании, тем полнее затвердевание пластика и меньше коэффициент усадки.
5. Геометрическая структура и толщина стенок пластиковых деталей: сильная асимметрия в структуре пластиковых деталей и неравномерная толщина стенок приводят к неравномерной усадке различных частей пластиковых деталей.
6. Размер впускного отверстия: чем больше размер впускного отверстия, тем плотнее пластиковые детали и меньше усадка.
7. Армированные пластики, такие как стекловолокно: коэффициент усадки уменьшается с увеличением количества наполнителя из стекловолокна, но размер остается стабильным.



Ключевые моменты системы литников пластиковой литьевой формы
Jan 12, 2022Подлитник — это переходный канал между главным литником и литником, поскольку подлитник является самой длинной частью системы литников, очень важно повысить качество деталей и улучшить...view
Нагрев пластиковой литьевой формы
Feb 16, 2022Когда процесс литья пластика под давлением требует температуры формы выше 80°C, в форме должна быть предусмотрена система регулировки температуры с функцией нагрева. Кроме того,...view
Введение в литье под давлением с водяной поддержкой
May 11, 2022Как и процесс литья с газовой поддержкой, литье с водяной поддержкой сначала впрыскивает кусок пластика в полость формы и сердечник, а затем впрыскивает воду, чтобы выдавить расплавленный пластик...view
Советы по проектированию угла ползуна
Dec 4, 20231. Обычно все углы вставки ползуна не должны быть менее 3°, чтобы избежать чрезмерной силы самоблокировки и царапин; 2. Угол поверхности блокировки должен быть больше угла углового штифта на 2° или более;...view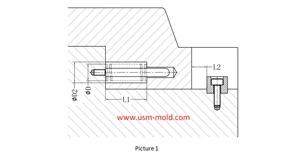
Расчет длины и прочности пружины ползуна
Apr 22, 2024Размеры обработки: 1. ØD2=ØD+2 2. Ll = общая длина пружины (L) - предварительное натяжение пружины (N) - расстояние вытягивания сердечника ползуна (L2) Расчет длины пружины: (см. рисунок 1 для расчета длины)...view
Пять основных этапов процесса производства литьевых форм
Dec 9, 2021Производство литьевых форм можно грубо разделить на следующие этапы: Анализ процесса пластиковых изделий. Перед проектированием формы дизайнер должен полностью проанализировать и изучить, соответствует ли...view