 English
English русский
русский

Основные моменты проектирования системы литников пластиковой формы
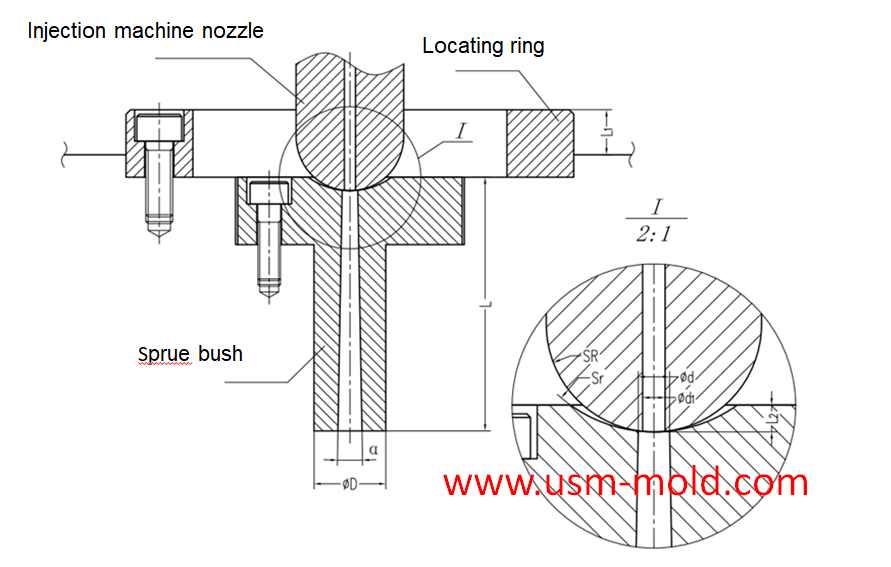
Главный литник — это часть, через которую расплавленный пластик проходит первым, когда он выстреливается из сопла впрыска, и он соосен с соплом впрыска, из-за повторяющихся контактов и столкновений с расплавленным пластиком и соплами впрыска он обычно не устанавливается непосредственно на полость, а изготавливается в виде съемной втулки спру, которая фиксируется на полости с помощью винтов или соответствующих форм, основная структура главного литника и тип установки показаны на следующем рисунке.
С точки зрения уменьшения потерь давления и тепла коническая форма является наиболее предпочтительной формой спру, базовый размер главного литника обычно зависит от следующих двух аспектов.
1. Тип используемого пластика, качество сформированной пластиковой детали и толщина стенки. Обычно для пластиков с плохой текучестью размер спру должен быть соответственно больше, а для пластиков с хорошей текучестью размер спру должен быть соответственно меньше;
2. Связь между геометрическими параметрами сопла литьевой машины и размером главного литника, чтобы предотвратить контакт сопла с втулкой спру и возникновение зазора, сферический радиус втулки спру должен быть на 2~5 мм больше радиуса шара сопла, главный литник должен иметь гладкую поверхность, а на конце должен быть установлен холодный колодец, чтобы предотвратить попадание холодного материала в полость и影響 на качество детали.
В литьевой форме спру находится во втулке спру, и втулки спру можно разделить на два типа: втулка спру для формы с двумя плитами и втулка спру для формы с тремя плитами, главный литник можно разделить на главный литник с двумя плитами и главный литник с тремя плитами в зависимости от различных структур формы.
Основные моменты проектирования главного канала следующие:
1. Использование конического отверстия с углом α=1°~4° для извлечения конденсата литника (слишком большой угол конуса замедляет скорость впрыска и образует вихрь); внутренняя стенка конического отверстия шероховатая Ra=0,63 мкм; большой конец конического отверстия имеет переход от R1 к R2 с закруглением (чтобы уменьшить сопротивление потоку при повороте материала).
2. Вогнутая сферическая поверхность втулки спру совпадает с выпуклой сферической поверхностью сопла литьевой машины: Sr=Sr+(0,5~2 мм радиус головки сопла литьевой машины); d=d1+(0,5~1) м (d1 внутренний диаметр сопла литьевой машины), глубина вогнутой сферической поверхности торца L2=3~5 мм.
3. Внешний диаметр позиционирующего кольца D1 находится в зазорной посадке с позиционирующим отверстием литьевой машины; толщина позиционирующего кольца L1=5–10 мм.
4. Длина L втулки спру должна быть как можно короче (слишком большая L приводит к большим потерям давления и температуры материала);
5. Материал втулки спру — закаленная сталь SKD61, твердость должна быть меньше, чем у сопла литьевой машины.



Различные принципы обработки системы охлаждения пластиковой литьевой формы
Feb 22, 2022Принципы различной обработки: 1. Температура формы различается в зависимости от используемого пластика, когда пластик требует температуры формования формы ≥80°C, форма должна быть нагрета...view_20250317091113A018.jpg)
Основные моменты проектирования литья с газовой поддержкой
Apr 17, 20221. Сначала определите подходящие области толщины стенок, которые нужно впрыснуть и выдолбить, а затем решите, как соединить их с газовым каналом; 2. Газовый канал должен быть расположен сбалансированно...view
Советы по проектированию форм с вакуумной вентиляцией
Mar 30, 2022Существуют обычные способы вентиляции, такие как вентиляция по поверхности разделения, вентиляция через вставки, вентиляция через штифты вставок и хорошо вентилируемая сталь, но есть особый способ...view
Причины создания вентиляционной системы литьевой формы
Feb 28, 2022Газ в литьевой форме включает не только воздух в полости, но и воздух в литнике, а также газ разложения, образующийся из пластикового расплава, и пар, вызванный пластиком при высоких температурах...view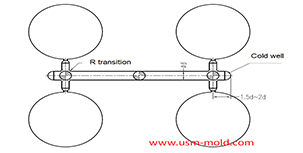
Ключевые моменты системы литников пластиковой литьевой формы
Jan 12, 2022Подлитник — это переходный канал между главным литником и литником, поскольку подлитник является самой длинной частью системы литников, очень важно повысить качество деталей и улучшить...view
Температурная система литьевой формы
Feb 8, 2022Привет всем, время охлаждения формы самое длительное во время литья, поэтому проектирование системы контроля температуры формы очень важно, мы поговорим о системах охлаждения и нагрева формы в следующих...view