 English
English русский
русский

Причины создания вентиляционной системы литьевой формы
Газ в литьевой форме включает не только воздух в полости, но и воздух в литнике, а также газ разложения, образующийся из пластикового расплава, и пар, вызванный пластиком при высоких температурах. Во время литья под давлением эти газы должны своевременно выводиться, иначе возникнут следующие проблемы:
1. На поверхности детали образуются дефекты, такие как следы потока, водяные знаки и сварные швы;
2. Дефекты, такие как пузырьки и рыхлые ткани внутри пластиковых деталей, что приведет к недостаточному заполнению внутри пластиковой детали;
3. Трудно заполнить пластиковый расплав или локально образуется облой;
4. Газ генерирует высокую температуру при высоком давлении и высокой температуре, вызывая локальную карбонизацию и выгоревшие пятна на изделии;
5. Снижение скорости заполнения пластикового расплава не только удлиняет цикл формования, но и температура расплава быстро снижается после падения скорости впрыска, остаточное напряжение увеличивается, если увеличить давление впрыска, вероятность деформации коробления пластиковой детали после извлечения из формы возрастет, если повысить температуру материала для снижения давления впрыска, это вызовет растрескивание пластика.

Правильное изготовление вентиляционного канала может значительно снизить давление впрыска, сократить время впрыска и удержания, а также уменьшить давление зажима, тем самым повышая эффективность производства, снижая производственные затраты и энергопотребление машины. Для прозрачных пластиковых деталей или деталей с строгими требованиями к поверхности следует тщательно подходить к проектированию системы вентиляции формы.



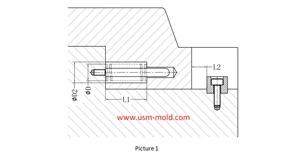
Расчет длины и прочности пружины ползуна
Apr 22, 2024Размеры обработки: 1. ØD2=ØD+2 2. Ll = общая длина пружины (L) - предварительное натяжение пружины (N) - расстояние вытягивания сердечника ползуна (L2) Расчет длины пружины: (см. рисунок 1 для расчета длины)...view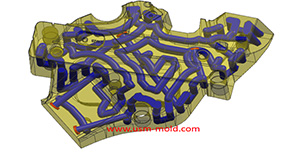
Факторы охлаждения пластика в зависимости от параметров литья
Feb 10, 20221. Проектирование пластиковых деталей: в основном зависит от толщины стенок пластиковых изделий. Чем больше толщина изделия, тем дольше время охлаждения. Обычно время охлаждения примерно...view
Вентиляция поверхности разделения
Mar 7, 2022Вентиляционный канал на поверхности разделения легко чистить и обрабатывать, он не склонен к засорению и обладает хорошим вентиляционным эффектом, это основная область, через которую выводится газ...view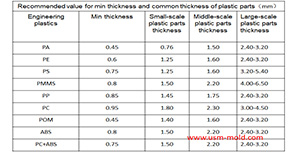
Принципы проектирования толщины стенок пластиковых изделий
Jan 3, 2022Принципы проектирования толщины стенок пластиковых деталей заключаются в следующем: 1. Равномерная толщина стенок — это первый принцип проектирования пластиковых деталей, он обеспечивает равномерное заполнение, охлаждение и усадку...view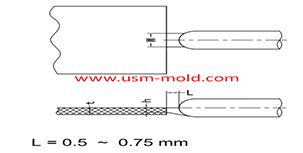
Проектирование системы литников пластиковой литьевой формы
Jan 16, 2022Литник — это соединительная часть между литником и полостью, а также конечная часть системы литников литьевой формы, расплавленный пластик поступает в полость и сторону сердечника через литник...view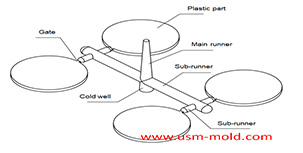
Принципы проектирования системы литников пластиковой литьевой формы
Jan 6, 20221. Качество на первом месте Проектирование системы литников оказывает большое влияние на качество детали, во-первых, литник следует устанавливать в наиболее удобной части пластиковой детали для удаления, при этом...view