 English
English русский
русский

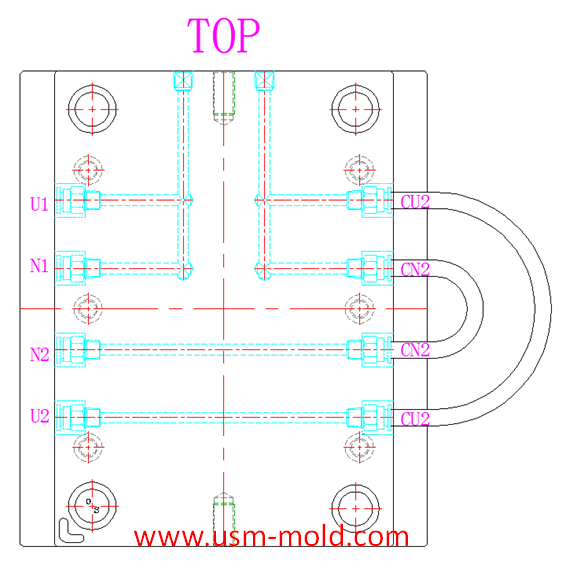
Различные принципы обработки системы охлаждения пластиковой литьевой формы
Принципы различной обработки:
1. Температура формы различается в зависимости от используемого пластика, когда пластик требует температуры формования формы ≥80°C, форма должна быть нагрета.
2. Температура полости должна быть выше температуры сердечника, разница температур обычно составляет 20–30℃.
3. Для полости с текстурой и следами электроэрозионной обработки на поверхности температура полости должна быть выше, чем у обычной полированной поверхности, когда полость должна быть заполнена горячей водой или горячим маслом, общая разница температур составляет около 40℃.
4. Для пластиковых деталей с плотной сеткой, таких как корпус динамика, сопротивление потоку материала в области сетки относительно велико, и заполнение затруднено. Повышение температуры формы в этой области может улучшить условия заполнения, охлаждающий канал в области сетки должен быть отделен от охлаждающего канала в других областях для гибкой регулировки температуры формы.
5. Температура формы также зависит от качества поверхности пластиковой детали и структуры формы, при проектировании системы контроля температуры следует ориентироваться на толщину стенки пластиковой детали, толстую стенку следует охлаждать для предотвращения усадки и деформации; учитывая сложность, охлаждение следует усиливать в местах, где высота полости сильно колеблется; тепло литниковых вставок следует усиливать; охлаждающий канал следует по возможности избегать в местах сварных швов и тонких стенок, чтобы предотвратить более заметные дефекты.
6. Когда требуется высокая температура формы, например 70°C или выше, контроль температуры формы должен учитывать следующее:
a. Выбор материала формы требует высокой износостойкости и твердости, необходимо проводить термообработку, и обрабатываемость перед термообработкой должна быть хорошей.
b. Уплотнительное кольцо в системе охлаждения формы должно быть изготовлено из термостойкого материала, в который добавлен свинец.
c. Между скользящими частями формы (такими как направляющие стойки, втулки и т.д.) нужен охлаждающий канал, чтобы предотвратить блокировку движения подвижных частей из-за теплового расширения и сжатия.
d. Запорная часть формы также будет испытывать напряжение на запорной поверхности из-за теплового расширения и сжатия, угол запирания можно соответственно увеличить, чтобы уменьшить площадь запирания, периферийный интерфейс формируется вставкой.




Профиль компании Unique Solutions Mold
Dec 27, 2021USM (UNIQUE SOLUTIONS MOLD LIMITED) была основана в 2012 году и расположена в городе Дунгуань, провинция Гуандун, известной провинции по производству форм в Китае. Завод занимает площадь 3500 квадратных...view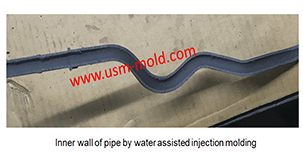
Сравнение литья под давлением с водяной и газовой поддержкой
May 19, 2022Сравнивая технологию литья под давлением с водяной поддержкой и технологию литья с газовой поддержкой, основное различие заключается в природе используемых вспомогательных формовочных сред...view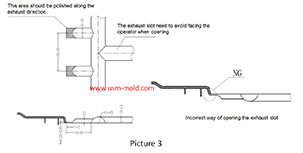
Стандарт проектирования вентиляционного канала
Mar 3, 2022Система вентиляции должна обеспечивать плавный отвод газа из полости и предотвращать попадание материала в вентиляционные каналы, что может вызвать облой изделия или засорение газового канала...view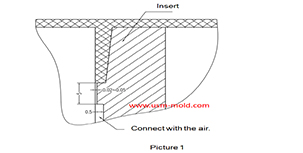
Дизайн вентиляционных вставок для литых деталей
Mar 13, 2022В тонкостенной полости, конце потока расплава, дне глухого отверстия полости формы, конце сплошного столба пластиковой детали, дне ребра и винтового столба пластиковой детали, а также в углах сложной...view
Ключевые моменты процесса литья с газовой поддержкой
Apr 20, 2022Параметры впрыска газа Часть управления газовой поддержкой — это устройство, которое контролирует давление газа на каждом этапе, параметры газовой поддержки имеют только два значения: время впрыска газа...view
Боковой литник в проектировании системы литников пластиковой литьевой формы
Jan 23, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view