 English
English русский
русский

Определение положения литника в проектировании системы литников пластиковой литьевой формы
При выборе положения литника следует обратить внимание на следующие моменты:
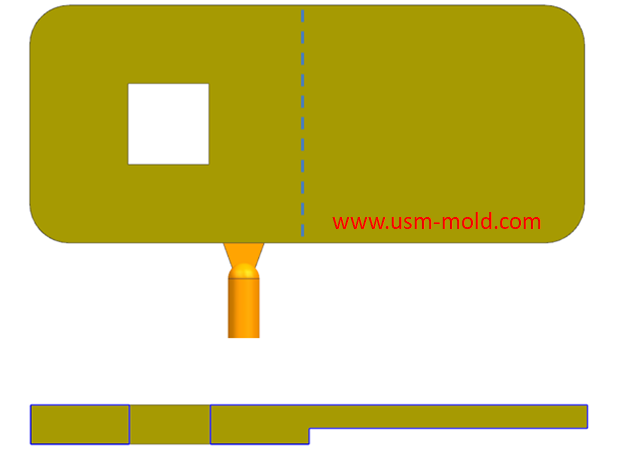
1. Положение литника следует устанавливать в месте максимальной толщины стенки пластиковой детали, чтобы пластиковый расплав тек от толстой стенки к тонкой, а поток от литника к полости был практически одинаковым, как показано на рисунке 1. Если пластиковый расплав идет от узкой области к более толстой или открытой области, возникнет явление струи, которое не только вызовет следы потока, но и приведет к резкому падению скорости и температуры расплава, тем самым влияя на качество детали;
2. Положение литника следует устанавливать в направлении основного усилия пластиковой детали, поскольку растягивающее и сжимающее напряжение в направлении потока расплава очень велико, особенно для армированных пластиков с стекловолокном, это особенно заметно;
3. При выборе положения литника следует учитывать требования к размерам деталей, поскольку, когда пластиковый расплав заполняет полость через литник, усадка пластиковой детали в направлении, параллельном потоку расплава, и перпендикулярном ему, различается, поэтому следует учитывать направленность деформации и усадки пластика.
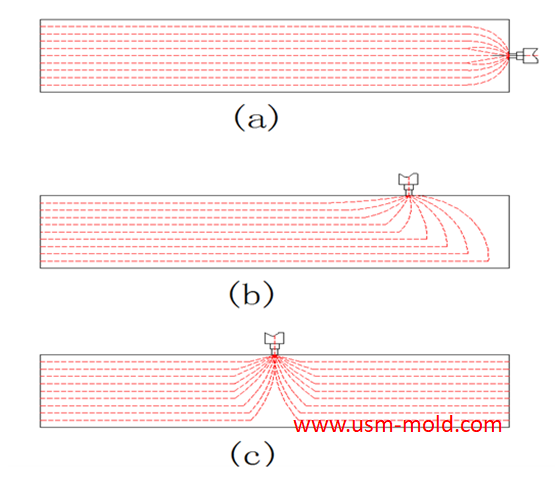
Для длинных и плоских пластиковых деталей положение литника следует выбирать с одной стороны пластиковой детали, чтобы деталь получила одинаковую усадку в направлении потока, как показано на рисунке 2(a); если поток пластиковой детали относительно большой, положение литника можно немного сместить к центру, как показано на рисунке 2(b); но не рекомендуется устанавливать литник в середине пластиковой детали, из рисунка 2(c) видно, что, когда литник размещен в середине пластиковой детали, поток смолы радиальный, что вызывает деформацию пластиковых деталей из-за неравномерной радиальной и тангенциальной усадки, мы обсудим это в следующей статье;
4. При проектировании литника следует учитывать удобство удаления литника, и не должно оставаться следов на пластиковой детали после коррекции литника, чтобы обеспечить качество внешнего вида пластиковой детали;
5. Чтобы избежать появления сварных швов на главной поверхности или влияния на прочность пластиковых деталей, в соответствии с требованиями заказчика к пластиковым деталям, линию сварки следует контролировать в более скрытом и менее нагруженном положении, а также избегать формирования линии сварки между отверстиями, снижая прочность пластиковой детали.
6. Предотвратить деформацию длинных стержневых изделий под действием давления впрыска;
7. Избежать влияния на сборку между деталями или оставления следов на открытой поверхности;
8. Чтобы предотвратить появление змеевидных узоров и следов выгорания, следует использовать ударный литник или язычковый литник;
9. Положение литника должно способствовать отводу газов;
10. Для формы с несколькими полостями одинаковые пластиковые детали должны подаваться с одного и того же места, и приоритет следует отдавать установке литника в соответствии с сбалансированным расположением литников;
11. Учитывайте эффективность производства литья под давлением, чтобы облегчить отделение системы литников и пластиковых деталей, после определения структуры формы следует учитывать легкое отделение системы литников и пластиковых деталей. Использование точечных литников, подлитников и дуговых литников может реализовать автоматическое отделение системы литников и пластиковых деталей, при выборе положения подлитника следует учитывать структуру самой пластиковой детали, а также снизить давление впрыска и избежать трудностей с удалением литника во время производства. Например, боковые литники, подлитники и круглые литники легче удалить, тогда как прямые литники, веерные литники и защитные ушные литники сложнее удалить;
12. Для больших и сложных изделий после выбора положения литника мы обычно используем программное обеспечение анализа потока формы (CAE) для анализа потока формы, чтобы заранее выявить возможные проблемы.
Мы поделимся несколькими распространенными типами литников в следующих статьях.
_20250310164515A048.webp "Форма для сенсорного выключателя")


Определение положения литника в проектировании системы литников пластиковой литьевой формы
Jan 17, 2022При выборе положения литника следует обратить внимание на следующие моменты: 1. Положение литника следует устанавливать в месте максимальной толщины стенки пластиковой детали, чтобы пластиковый расплав...view
Различные принципы обработки системы охлаждения пластиковой литьевой формы
Feb 22, 2022Принципы различной обработки: 1. Температура формы различается в зависимости от используемого пластика, когда пластик требует температуры формования формы ≥80°C, форма должна быть нагрета...view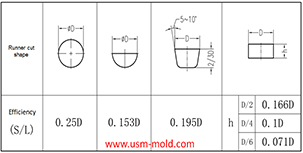
Перевод гидравлического диаметра литников в проектировании системы литников пластиковой формы
Jan 13, 2022Гидравлический диаметр означает 4-кратное отношение площади поперечного сечения потока к периметру, поскольку напряжение сдвига стенки неравномерно распределено вдоль окружающих стенок некруглых труб,...view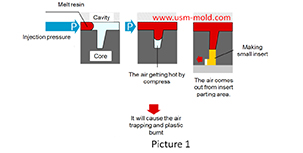
Основные причины захвата воздуха в пластиковой литьевой форме
Mar 1, 2022Во время процесса литья под давлением на переднем конце тонких ребер может произойти захват воздуха и выгорание пластика, а также это может привести к тому, что литая деталь станет черной и...view
Причины создания вентиляционной системы литьевой формы
Feb 28, 2022Газ в литьевой форме включает не только воздух в полости, но и воздух в литнике, а также газ разложения, образующийся из пластикового расплава, и пар, вызванный пластиком при высоких температурах...view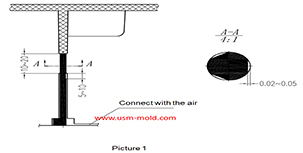
Штифт вставки для вентиляционного дизайна литых деталей
Mar 20, 2022Штифт вставки для вентиляции: Трудно сделать вентиляционный канал, когда конечный литник не находится на поверхности разделения во время впрыска, и нет доступного зазора соответствия, но мы можем...view