 English
English русский
русский

Введение в несколько распространенных процессов литья под давлением с водяной поддержкой
В зависимости от конструкции литьевой машины и системы литья соответствующий процесс возврата расплава при литье с водяной поддержкой можно условно разделить на два типа: метод обратного потока и метод перелива, а в зависимости от формы и размера детали процесс литья с водяной поддержкой делится на два типа: литье с водяным толканием и литье с использованием снаряда. Каждый из этих двух процессов имеет свои особенности и сценарии применения. В зависимости от формы детали и функций оборудования, когда вода возвращается обратно, также выделяются два метода: гравитационный возврат и вакуумное обезвоживание.
Метод обратного потока:
Метод обратного потока (метод возврата расплава или метод обратного толкания) заключается в том, чтобы сначала заполнить полость формы расплавом во время литья под давлением, а оборудование для литья с водяной поддержкой использует давление воды, чтобы вытолкнуть несolidified расплав из середины изделия через горячий канал обратно в цилиндр литьевой машины. Отступивший расплав будет повторно использован при следующем литье формы. Однако этот процесс предъявляет более сложные требования к структуре формы, и стоимость значительно выше. Для этого процесса необходимо использовать горячий канал с игольчатым клапаном, на форме также нужен датчик давления, а дополнительный датчик добавляется к соплу машины для литья с водяным впрыском.
.png)
Метод перелива:
Метод перелива с водяной поддержкой аналогичен методу перелива с газовой поддержкой. Этот процесс требует дополнительной полости на форме, объем которой равен или немного больше объема вырезаемой части изделия. Эта полость закрывается игольчатым клапаном перед заполнением пластиком. Игольчатый клапан оборудования с водяной поддержкой начинает распылять воду, и полость формы заполняется расплавленным пластиком, при этом игольчатый клапан одновременно открывается с помощью гидравлического цилиндра, а расплав, вытесняемый водой, возвращается в эту полость. По сравнению с методом обратного потока этот процесс значительно дешевле, и литьевая машина не требует специальной модификации, но расход материала слишком велик.
Процесс литья с водяным толканием:
Процесс литья с водяным толканием означает, что вода напрямую распыляется из водяной иглы во время литья с водяной поддержкой, чтобы вытолкнуть расплав обратно без дополнительных вспомогательных частей. По сравнению с методом снаряда этот процесс может сократить цикл формования и сэкономить затраты на форму, поскольку позволяет отказаться от формы для снаряда, но недостатки также очевидны: процесс водяного толкания не может производить изделия с большими диаметрами, небольшие изменения в процессе литья под давлением значительно влияют на размер внутреннего отверстия изделия. Если процесс литья под давлением не освоен, вода легко попадет в горячий канал. Если время открытия водяной иглы не контролируется должным образом, пластик легко попадет в водяную иглу и заблокирует сопло.
Метод снаряда:
Метод выброса снаряда заключается в добавлении пластиковой детали, похожей на снаряд, перед водяной иглой. Термостойкость этой детали должна быть такой же, как у материала для литья под давлением. Когда водяная игла начинает распылять воду, вода сначала толкает снаряд вперед, а снаряд снова выталкивает расплав назад. После регулировки внешнего диаметра снаряда изменяется и размер внутреннего отверстия изделия. Этот метод требует относительно простого процесса литья под давлением, даже если время открытия водяной иглы не контролируется, пластик не попадет в сопло воды и не повредит его. Благодаря ограничению передней стороны снаряда вода не будет легко впрыскиваться в горячий канал и литьевую машину. Однако этот процесс требует установки снаряда на сопло воды после открытия формы, и цикл формования дольше, чем у метода водяного толкания. Также требуется дополнительный набор форм для снарядов.



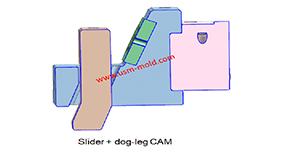
Классификация механизмов бокового разделения и вытяжки сердечника
Jul 17, 2022Согласно структурным характеристикам пластикового литья, механизмы боковой вытяжки сердечника делятся на следующие шесть категорий: 1. Механизм боковой вытяжки сердечника «слайдер + направляющий...view
Проектирование ребер пластиковых деталей
Jan 4, 2022Роль ребер заключается в повышении прочности и жесткости пластиковых деталей, предотвращении их перекоса и деформации, а также в том, что они не вызывают усадки внешнего вида изделия из-за увеличения жесткости...view
Точки проектирования системы литников пластиковой литьевой формы
Jan 9, 2022При проектировании системы литников, во-первых, следует учитывать быстрое заполнение полости с сердечником расплавленным пластиком для уменьшения потерь давления и тепла; во-вторых, следует экономически...view
Профиль компании Unique Solutions Mold
Dec 27, 2021USM (UNIQUE SOLUTIONS MOLD LIMITED) была основана в 2012 году и расположена в городе Дунгуань, провинция Гуандун, известной провинции по производству форм в Китае. Завод занимает площадь 3500 квадратных...view_20250317090912A017.jpg)
Введение в несколько распространенных процессов литья под давлением с водяной поддержкой
May 24, 2022В зависимости от конструкции литьевой машины и системы литья соответствующий процесс возврата расплава при литье с водяной поддержкой можно условно разделить на два типа: метод обратного потока...view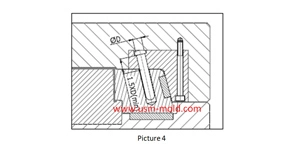
Общие методы крепления углового штифта
May 10, 2024Угловой штифт является распространенной частью приводного ползуна, и методы крепления и установки следующие: 1. Проходит непосредственно через пластину формы и фиксируется верхней пластиной,...view