 English
English русский
русский

Факторы, влияющие на скорость охлаждения деталей при литье под давлением
Деталь должна быть сформирована путем охлаждения для получения стабильной пластиковой детали после заполнения полости и стороны сердечника пластиком, поэтому большинство литьевых форм должны быть оснащены охлаждающими устройствами, чтобы температура формы соответствовала требованиям процесса формования. Для пластиков с высокой вязкостью и плохой текучестью необходимо увеличить температуру нагрева и добавить нагревательные устройства в случае трудностей с формованием из-за низкой температуры формы.
Важность системы контроля температуры формы
Система контроля и регулировки температуры формы напрямую влияет на качество, формование и эффективность производства детали. Если температура поверхности полости и сердечника слишком высока, легко возникают облои в месте зажима, а толщина стенок пластиковой детали склонна к усадке; если температура полости слишком низкая, легко возникают дефекты, такие как плохое заполнение и недостаточная прочность в месте сварного шва пластиковой детали. Если температура поверхности полости и сердечника неравномерна и разница температур велика, в сформированной пластиковой детали возникнут внутренние напряжения, что приведет к короблению и деформации после формования, поэтому система контроля температуры формы так же важна, как система литников, и является ключом к проектированию формы, проектирование системы контроля температуры формы должно быть очень тщательным.
Разумность температуры формы связана с точностью размеров, внешним видом и внутренним качеством сформированных пластиковых деталей, а также с эффективностью производства пластиковых деталей, поэтому это важная работа в проектировании формы. Разные типы пластиков имеют разные требования к температуре формы, общим требованием является обеспечение соответствия температуры формы условиям процесса, подходящим для формования изделия, а система контроля температуры должна быть регулируемой, чтобы температура на каждой части полости и сердечника формы была практически одинаковой, температура формы должна быть сбалансированной и постоянной в каждом цикле формования в течение длительного производственного процесса.
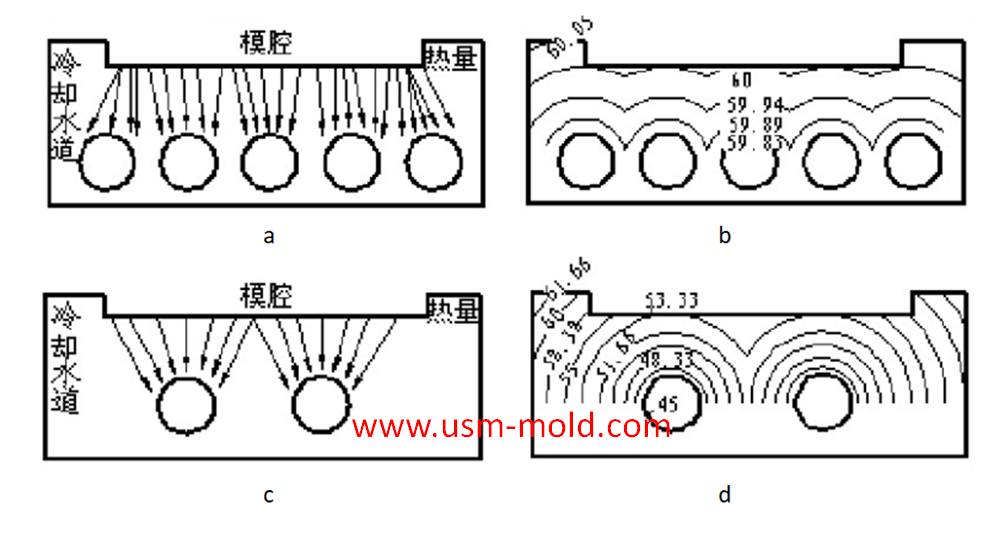
Влияние охлаждающего водяного литника системы контроля температуры формы на температуру поверхности полости и стороны сердечника: температура поверхности полости относительно неравномерна и изменяется в диапазоне 60~60,05 ℃ при использовании 5 больших охлаждающих литников, как показано на следующих рисунках a и b, как показано на следующих рисунках c и d, большая разница температур вызывает неравномерную усадку, что приводит к короблению и деформации.
Роль системы контроля температуры формы
1. Улучшение характеристик формования и сокращение цикла формования;
2. Стабильная точность размеров детали и предотвращение деформации;
3. Устранение дефектов внешнего вида и улучшение качества поверхности пластиковых деталей;
4. Повышение механических и физических свойств изделия.

_20250310164515A048.webp "Форма для голосового выключателя")

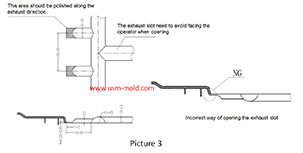
Стандарт проектирования вентиляционного канала
Mar 3, 2022Система вентиляции должна обеспечивать плавный отвод газа из полости и предотвращать попадание материала в вентиляционные каналы, что может вызвать облой изделия или засорение газового канала...view
Нагрев пластиковой литьевой формы
Feb 16, 2022Когда процесс литья пластика под давлением требует температуры формы выше 80°C, в форме должна быть предусмотрена система регулировки температуры с функцией нагрева. Кроме того,...view
Причины создания вентиляционной системы литьевой формы
Feb 28, 2022Газ в литьевой форме включает не только воздух в полости, но и воздух в литнике, а также газ разложения, образующийся из пластикового расплава, и пар, вызванный пластиком при высоких температурах...view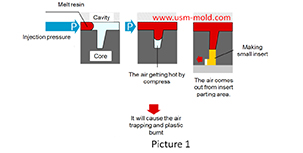
Основные причины захвата воздуха в пластиковой литьевой форме
Mar 1, 2022Во время процесса литья под давлением на переднем конце тонких ребер может произойти захват воздуха и выгорание пластика, а также это может привести к тому, что литая деталь станет черной и...view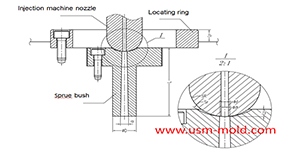
Основные моменты проектирования системы литников пластиковой формы
Jan 11, 2022Главный литник — это часть, через которую расплавленный пластик проходит первым, когда он выстреливается из сопла впрыска, и он соосен с соплом впрыска, из-за повторяющихся контактов и столкновений...view
Различия между полным и коротким выстрелом при литье с газовой поддержкой
Apr 13, 2022Литье с газовой поддержкой можно разделить на короткий выстрел и полный выстрел. Короткий выстрел Метод короткого выстрела показан на рисунке 1, он подходит для толстостенных пластиковых деталей с низким...view