 English
English русский
русский

Вентиляция поверхности разделения
Вентиляционный канал на поверхности разделения легко чистить и обрабатывать, он не склонен к засорению и обладает хорошим вентиляционным эффектом, это основная область, через которую выводится газ, поэтому вентиляция через поверхность разделения очень популярна у заводов по производству литьевых форм и предприятий литья под давлением. Если поверхность разделения изогнута или наклонена, обычно используется обработка на станках с ЧПУ, обработка электродами или резка проволокой, шероховатость поверхности разделения после обработки относительно высокая, Ra обычно составляет 1,6–6,3 мкм, и вентиляционный канал обычно обрабатывается непосредственно на ЧПУ. Если поверхность разделения плоская, она обычно обрабатывается шлифовальным станком. Шероховатость поверхности разделения после шлифовки низкая, Ra составляет 0,2–0,8 мкм, поверхность разделения плотно прилегает, и газ из полости трудно вывести. В этом случае необходимо открыть вентиляционный канал на поверхности разделения с одной стороны полости. Есть два способа открыть вентиляционный канал на поверхности разделения: один — открыть канал локально, другой — открыть канал вокруг детали.
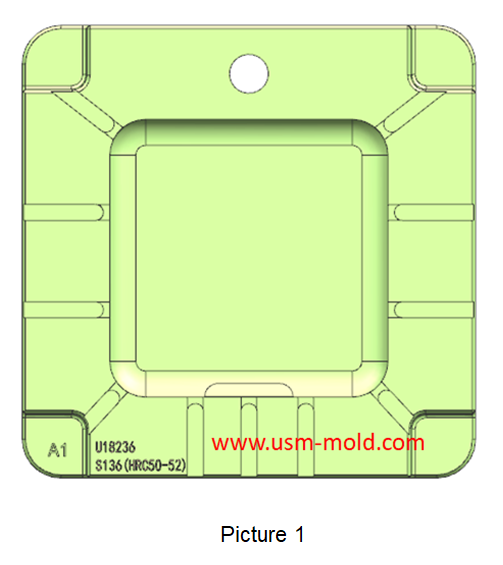
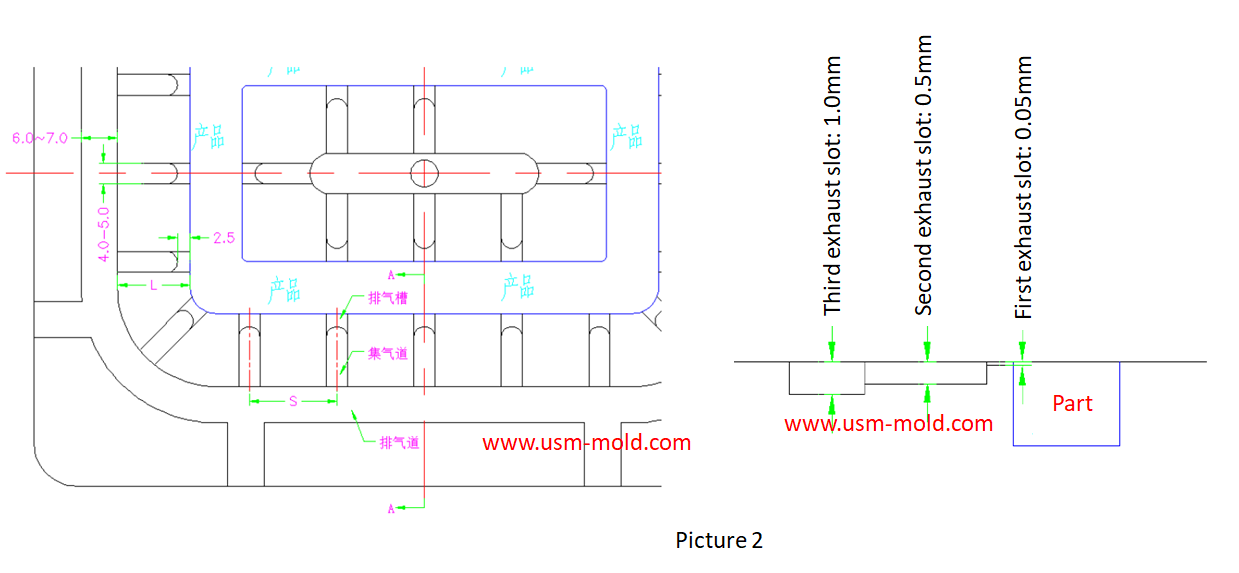
1. Поверхность разделения с локальным вентиляционным каналом: это наиболее часто используемый метод вентиляции, способ заключается в открытии вентиляционного канала там, где захватывается воздух. Положение вентиляционного канала обычно определяется на основе опыта в сочетании с отчетом анализа потока формы. Определяется конечное положение захвата воздуха. Этот тип вентиляции меньше повреждает поверхность разделения формы, и он более гибок и удобен для изменения задней формы, конкретная форма показана на рисунке 2.
2. Вентиляционные каналы открыты вокруг поверхности разделения: когда захват воздуха особенно серьезен, можно использовать большую площадь вентиляционного канала для отвода воздуха, как показано на рисунке 2. Если поверхность разделения этого типа вентиляционного канала плоская, она обычно обрабатывается фрезой с плоским дном. Если поверхность разделения изогнута, она обычно обрабатывается шаровой фрезой R-образной формы, этот тип вентиляционного канала делится на вентиляционный канал первого уровня, второго уровня и третьего уровня, глубина которых различна.



Уведомление о проектировании системы охлаждения пластиковой литьевой формы
Feb 14, 2022Уведомление о проектировании системы охлаждения: 1. Обычные формы могут быстро охлаждаться для получения более короткого цикла формования, а прецизионные формы могут медленно охлаждаться с...view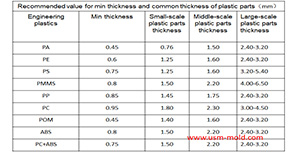
Принципы проектирования толщины стенок пластиковых изделий
Jan 3, 2022Принципы проектирования толщины стенок пластиковых деталей заключаются в следующем: 1. Равномерная толщина стенок — это первый принцип проектирования пластиковых деталей, он обеспечивает равномерное заполнение, охлаждение и усадку...view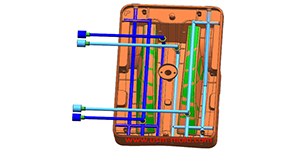
Принцип баланса температуры формы в проектировании системы охлаждения пластиковой формы
Feb 21, 2022Принцип баланса температуры формы: 1. Из-за сложности пластиковых деталей и структуры формы трудно сделать температуру формы полностью一致ной, но следует стремиться к тому, чтобы температура...view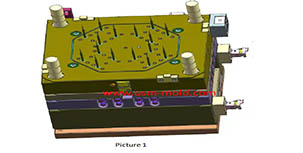
Советы по проектированию форм с вакуумной вентиляцией
Mar 30, 2022Существуют обычные способы вентиляции, такие как вентиляция по поверхности разделения, вентиляция через вставки, вентиляция через штифты вставок и хорошо вентилируемая сталь, но есть особый способ...view
Точечный литник в проектировании системы литников пластиковой литьевой формы
Jan 24, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view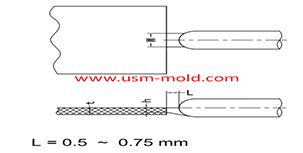
Проектирование системы литников пластиковой литьевой формы
Jan 16, 2022Литник — это соединительная часть между литником и полостью, а также конечная часть системы литников литьевой формы, расплавленный пластик поступает в полость и сторону сердечника через литник...view