 English
English русский
русский

Уведомление о проектировании системы охлаждения пластиковой литьевой формы
Уведомление о проектировании системы охлаждения:
1. Обычные формы могут быстро охлаждаться для получения более короткого цикла формования, а прецизионные формы могут медленно охлаждаться с использованием термометра температуры формы;
2. Использование меньшего количества уплотнительных колец при проектировании системы охлаждающих литников, и водяная труба лучше делать двухсторонней прямой, что удобно для ремонта при засорении. Обратите внимание, что уплотнения и крановые трубы склонны к утечке воды и просачиванию, и размерные допуски уплотнительных канавок должны соответствовать требованиям;
3. При использовании PE или других материалов из-за большой усадки при формовании охлаждающий литник следует располагать вдоль направления усадки, чтобы пластиковые детали не деформировались легко. Водяные каналы располагаются продольно в соответствии с направлением расположения полости и сердечника;
4. Когда в форме есть только один вход и один выход воды, охлаждающие трубы следует соединять последовательно, если используется параллельное соединение, сопротивление потоку в каждом контуре различно, и трудно сформировать одинаковые условия охлаждения. Когда требуется параллельное соединение, в каждом контуре должны быть установлены устройство регулировки объема воды, расходомер и измеритель потока;
5. Если эффект охлаждения недостаточен и структура ограничена формой конструкции, чтобы улучшить эффект охлаждения, рассмотрите выбор материала или структуры с хорошей теплопроводностью, таких как бериллиевая медь, медный сплав или структура теплопроводящего стержня. Полость, сердечник, вставки и слайдеры должны охлаждаться всеми возможными способами, если это необходимо;
.jpg)
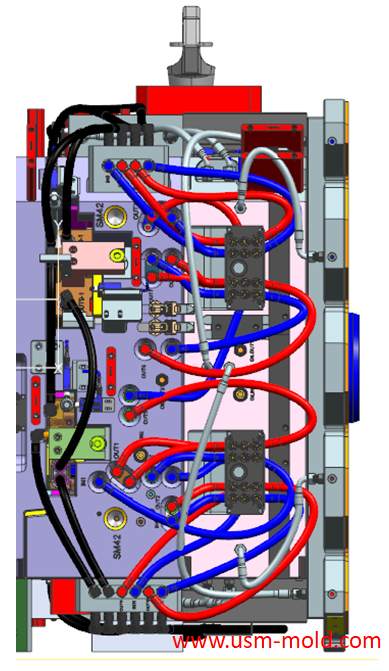
6. Зона соединения входной трубы отмечена красным, а зона соединения выходной трубы отмечена синим;
7. В положении рядом с входом и выходом охлаждающей воды полости с сердечником стороны укажите вход «IN» и выход «OUT» на английском языке; и соответственно пометьте водяной литник.




Оборудование для литья с газовой поддержкой
Apr 10, 2022Оборудование для газовой поддержки включает часть управления газовой поддержкой и генератор азота, это специальная и отдельная система от литьевой машины, и ее единственный интерфейс с литьевой...view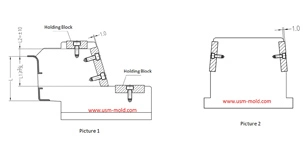
Требования к проектированию износостойкой пластины ползуна
Jan 2, 20241. Износостойкая пластина ползуна требует закалки, твердость 45-48HRC; 2. Трение поверхности износостойкой пластины должно быть на 1.0 мм выше поверхности ползуна (см. рисунок 1);...view
Что такое механизмы бокового разделения и вытяжки сердечника и их функции?
May 31, 2022Когда на внутренней или внешней стороне пластиковых деталей, изготовленных методом литья под давлением, есть отверстия, полости или сердечники, отличающиеся от направлений открытия и закрытия формы...view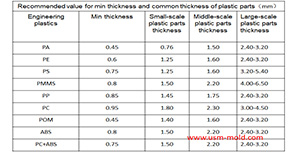
Принципы проектирования толщины стенок пластиковых изделий
Jan 3, 2022Принципы проектирования толщины стенок пластиковых деталей заключаются в следующем: 1. Равномерная толщина стенок — это первый принцип проектирования пластиковых деталей, он обеспечивает равномерное заполнение, охлаждение и усадку...view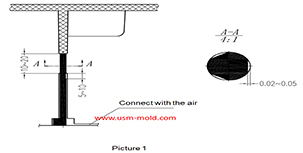
Штифт вставки для вентиляционного дизайна литых деталей
Mar 20, 2022Штифт вставки для вентиляции: Трудно сделать вентиляционный канал, когда конечный литник не находится на поверхности разделения во время впрыска, и нет доступного зазора соответствия, но мы можем...view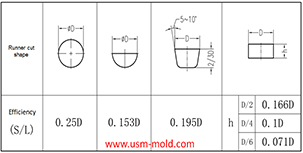
Перевод гидравлического диаметра литников в проектировании системы литников пластиковой формы
Jan 13, 2022Гидравлический диаметр означает 4-кратное отношение площади поперечного сечения потока к периметру, поскольку напряжение сдвига стенки неравномерно распределено вдоль окружающих стенок некруглых труб,...view