 English
English русский
русский

Ограничения технологии литья с газовой поддержкой
Технология литья с газовой поддержкой имеет очевидные преимущества для деталей с толстыми стенками и трубных деталей, но эта технология все еще имеет множество ограничений, которые в основном проявляются в следующих аспектах:
.png)
1. По сравнению с традиционным литьем под давлением параметры впрыска при литье с газовой поддержкой удваиваются, а чувствительность деталей к параметрам процесса повышается, поэтому в процессе формования малейшая ошибка в точном контроле различных параметров процесса повлияет на качество детали и стабильность производственного процесса.
2. Когда конструкция газового канала и дизайн формы детали для газового литья нерациональны, или эксплуатация оборудования с газовой поддержкой неверна, это вызовет такие проблемы, как плохой газовый канал и засорение иглы, что приведет к нестабильному производству или снижению производительности.
.png)
3. Литье с газовой поддержкой требует специального оборудования с газовой поддержкой и форм, использования очищенного азота или модификации сопла литьевой машины, или открытия газового канала в форме и добавления газовой иглы для направления газа в полость и сердечник формы. Иногда в полости формы размещаются датчики давления и температуры для повышения точности контроля, поэтому первоначальные инвестиционные затраты относительно высоки.
4. Более высокие требования к качеству операторов и инженеров: опыт традиционного литья под давлением не может решить дефекты процесса деталей с газовой поддержкой, инженеры должны использовать программное обеспечение CAE для проведения симуляционного анализа перед проектированием, чтобы определить разумный план дизайна и различные параметры процесса, чтобы снизить затраты на повторные испытания и модификацию формы.


_20250310164515A048.webp "Форма для корпуса видеодомофона")
Определение положения литника в проектировании системы литников пластиковой литьевой формы
Jan 17, 2022При выборе положения литника следует обратить внимание на следующие моменты: 1. Положение литника следует устанавливать в месте максимальной толщины стенки пластиковой детали, чтобы пластиковый расплав...view
Причины создания вентиляционной системы литьевой формы
Feb 28, 2022Газ в литьевой форме включает не только воздух в полости, но и воздух в литнике, а также газ разложения, образующийся из пластикового расплава, и пар, вызванный пластиком при высоких температурах...view
Прямой литник в проектировании системы литников пластиковой литьевой формы
Jan 19, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view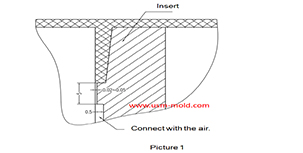
Дизайн вентиляционных вставок для литых деталей
Mar 13, 2022В тонкостенной полости, конце потока расплава, дне глухого отверстия полости формы, конце сплошного столба пластиковой детали, дне ребра и винтового столба пластиковой детали, а также в углах сложной...view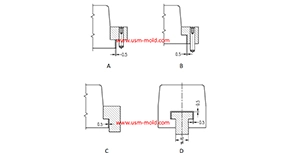
Советы по проектированию Т-образного паза ползуна и направляющей
Dec 18, 20231. Т-образный паз ползуна должен быть спроектирован в соответствии с рисунком 1. Если ползун относительно высокий, Т-образный паз может быть недостаточно высоким, что приведет к неустойчивости центра тяжести,...view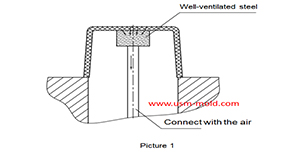
Хорошо вентилируемая сталь для вентиляционного дизайна литых деталей
Mar 14, 2022Хорошо вентилируемая сталь — это спеченный сплав, это пористый материал, спеченный из сферических частиц сплава, размер пор составляет 7–10 мкм, прочность низкая, но текстура рыхлая, что позволяет...view