 English
English русский
русский

Прямой литник в проектировании системы литников пластиковой литьевой формы
Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди них боковой литник делится на язычковый литник, защитный ушной литник, веерный литник, тонкий литник и т.д., подлитник делится на подлитник, банановый литник, нисходящий литник и т.д.
По степени автоматизации производства делится на ручное удаление и автоматическое удаление, боковой литник и прямой литник требуют ручного удаления после производства, а подлитник, точечный литник и клапанный литник горячего литника удаляются автоматически, сегодня мы обсудим прямой литник:
Прямой литник (литник спру): прямой литник также называют главным литником, пластик поступает в полость непосредственно через главный литник, как показано на рисунках 1a и 1b.
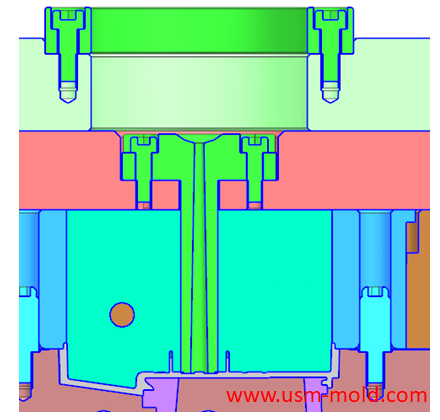
Рисунок 1a
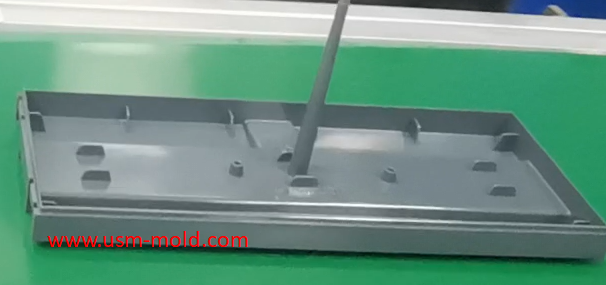
Рисунок 1b
Преимущества:
1. Размер изделия точный, а качество формования хорошее, поскольку размер литника большой и меньше подвержен влиянию внешних факторов, размер детали лучше контролируется во время литья под давлением, а диапазон процесса литья под давлением также большой;
2. Экономия обработки литника, прямой литник обычно представляет собой втулку литника, которая непосредственно входит в изделие (как показано на рисунке 1a), прямой литник является стандартной деталью, которая уже обработана после покупки, и нет необходимости обрабатывать главный литник и подлитник на сердечнике формы и т.д.;
3. Меньшая потеря давления, размер прямого литника обычно большой, и он впрыскивается непосредственно в изделие из сопла литьевой машины, без преобразования между главным литником и подлитником, поэтому процесс короче, а потеря давления впрыска будет относительно небольшой;
4. Можно формировать изделия с большой глубиной, поскольку размер литника больше, чем у обычного литника, соотношение длины потока изделия будет больше, а сформированное изделие будет иметь преимущество, потому что изделие напрямую стыкуется с соплом литьевой машины, а сопло литьевой машины может быть удлинено, поэтому у него есть очевидные преимущества при впрыске более глубоких изделий;
5. Способствует удержанию давления (компенсации усадки), поскольку размер прямого литника большой, а процесс короткий, давление на стадии удержания давления в процессе литья под давлением относительно небольшое, что очень очевидно решает проблему усадки изделия;
6. Способствует отводу газов из изделия, этот тип литника обычно расположен в центре изделия, и расплавленный пластик во время впрыска расходится и заполняется от середины к краям, поэтому проблему захвата воздуха в изделии очень легко решить.

Недостатки:
1. Следы литника повлияют на внешний вид, поскольку этот литник обычно проектируется в центре изделия, после отрезания литника останется след (как показано на рисунке 2), что не подходит для изделий с высокими требованиями к внешнему виду;
2. Плоские и мелкие изделия склонны к короблению и деформации, поскольку этот тип литника обычно находится в центре изделия, давление в середине изделия самое большое во время литья под давлением, а давление вокруг значительно меньше. Поэтому после извлечения изделия из формы из-за напряжений, сформированных разницей давлений, изделие легко подвергается деформации коробления;
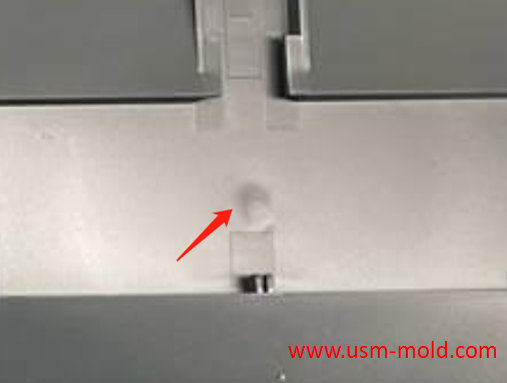
3. След напряжения большой, напряжение в литнике также большое, и на задней стороне изделия образуются следы напряжения (как показано на рисунке 3), что повлияет на внешний вид изделия.
4. За один раз можно сформировать только одно изделие, поскольку центр сопла литьевой машины обращен к литнику детали, нет преобразования между главным литником и подлитником, поэтому за один раз можно отлить только одно изделие.
Мы поделимся боковым литником системы литников пластиковой формы в следующих новостях.


_20250310164515A048.webp "Форма для голосового выключателя")
Проектирование форм с вакуумной вентиляцией для пластиковых литых деталей
Mar 23, 2022Существуют обычные способы вентиляции, такие как вентиляция по поверхности разделения, вентиляция через вставки, вентиляция через штифты вставок и хорошо вентилируемая сталь, но есть особый способ...view
Боковой литник в проектировании системы литников пластиковой литьевой формы
Jan 23, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view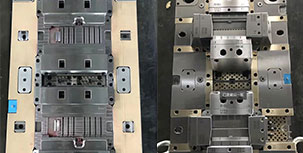
Что такое пластиковая литьевая форма?
Dec 27, 2021Пластиковая форма используется для литья под давлением, она собирается из полости, сердечника и бокового слайдера вместе с системой выталкивания и регулировками для производства пластиковых изделий различных форм и...view
Положение захвата воздуха в полости и методы вентиляции
Mar 2, 2022Захват воздуха в полости обычно происходит в следующих местах: 1. Тонкостенная структура полости, конец потока расплава; 2. Стык двух или более расплавов; 3. Последняя область, куда достигает расплав...view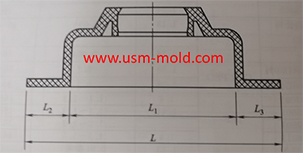
Усадка при формовании пластика
Dec 30, 2021Пластиковые детали уменьшаются в размере из-за усадки, вызванной снижением температуры в процессе формования, и эта усадка выражается коэффициентом усадки. Обычные коэффициенты усадки пластика показаны...view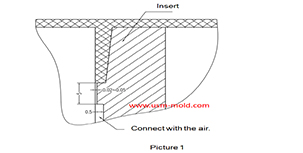
Дизайн вентиляционных вставок для литых деталей
Mar 13, 2022В тонкостенной полости, конце потока расплава, дне глухого отверстия полости формы, конце сплошного столба пластиковой детали, дне ребра и винтового столба пластиковой детали, а также в углах сложной...view