 English
English русский
русский

Дизайн вентиляционных вставок для литых деталей
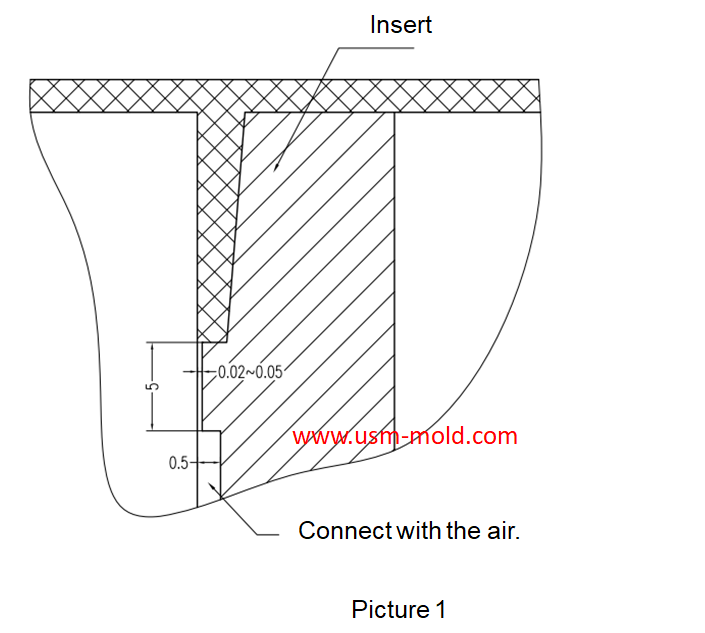
В тонкостенной полости, конце потока расплава, дне глухого отверстия полости формы, конце сплошного столба пластиковой детали, дне ребра и винтового столба пластиковой детали, а также в углах сложной полости чаще всего возникает захват воздуха. Вентиляция в этих областях в основном зависит от вентиляционного канала на запорной поверхности между вставками и вентиляционного канала.
Вентиляционный дизайн литых деталей:
a. Когда конец потока материала не находится на поверхности разделения из-за ограничений структуры полости, можно использовать зазор соответствия между формованными частями для вентиляции;
b. Некоторые части формовочных деталей, составляющих полость, такие как выталкивающие стержни, выталкивающие штифты, подвижные части и т.д., полость или сердечник чаще всего используются для свободной посадки, и зазор соответствия велик; если он спроектирован на стороне конца потока материала, он также может служить для отвода газа, и в этом случае нет необходимости устанавливать вентиляционную систему;
c. Когда скорость вентиляции не соответствует требованиям, на соответствующих частях можно установить вентиляционную структуру для увеличения скорости вентиляции (см. рисунок ниже);
d. Переходные вставки должны иметь вентиляционный канал на конце потока материала заранее (см. рисунок ниже);
e. Трехступенчатый вентиляционный канал должен быть открыт наружу формы и соединен с воздухом;
f. Вентиляционный канал между вставками легко забивается пластиковым порошком или следами и должен регулярно очищаться.



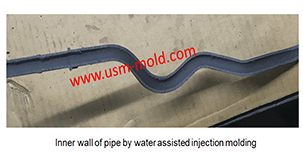
Сравнение литья под давлением с водяной и газовой поддержкой
May 19, 2022Сравнивая технологию литья под давлением с водяной поддержкой и технологию литья с газовой поддержкой, основное различие заключается в природе используемых вспомогательных формовочных сред...view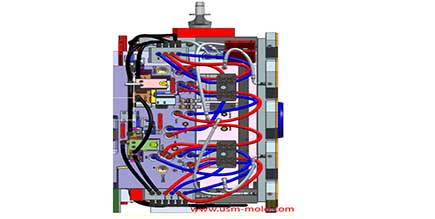
Уведомление о проектировании системы охлаждения пластиковой литьевой формы
Feb 14, 2022Уведомление о проектировании системы охлаждения: 1. Обычные формы могут быстро охлаждаться для получения более короткого цикла формования, а прецизионные формы могут медленно охлаждаться с...view
Проектирование ребер пластиковых деталей
Jan 4, 2022Роль ребер заключается в повышении прочности и жесткости пластиковых деталей, предотвращении их перекоса и деформации, а также в том, что они не вызывают усадки внешнего вида изделия из-за увеличения жесткости...view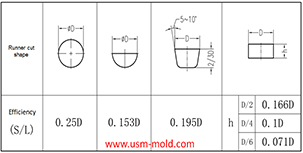
Перевод гидравлического диаметра литников в проектировании системы литников пластиковой формы
Jan 13, 2022Гидравлический диаметр означает 4-кратное отношение площади поперечного сечения потока к периметру, поскольку напряжение сдвига стенки неравномерно распределено вдоль окружающих стенок некруглых труб,...view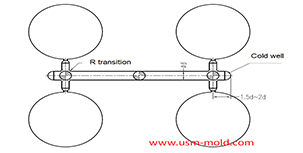
Ключевые моменты системы литников пластиковой литьевой формы
Jan 12, 2022Подлитник — это переходный канал между главным литником и литником, поскольку подлитник является самой длинной частью системы литников, очень важно повысить качество деталей и улучшить...view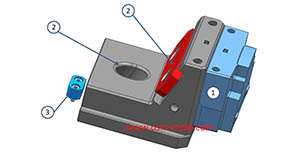
Советы по проектированию слайдеров 1
Aug 3, 20221. После того как сердечник слайдера выдвинут, длина пребывания в пазу направляющего штифта не должна быть менее 2/3 общей длины слайдера; в особых случаях паз слайдера может быть частично...view