 English
English русский
русский

Перевод гидравлического диаметра литников в проектировании системы литников пластиковой формы
Гидравлический диаметр означает 4-кратное отношение площади поперечного сечения потока к периметру, поскольку напряжение сдвига стенки неравномерно распределено вдоль окружающих стенок некруглых труб, можно рассчитать только среднее значение по окружающим стенкам.
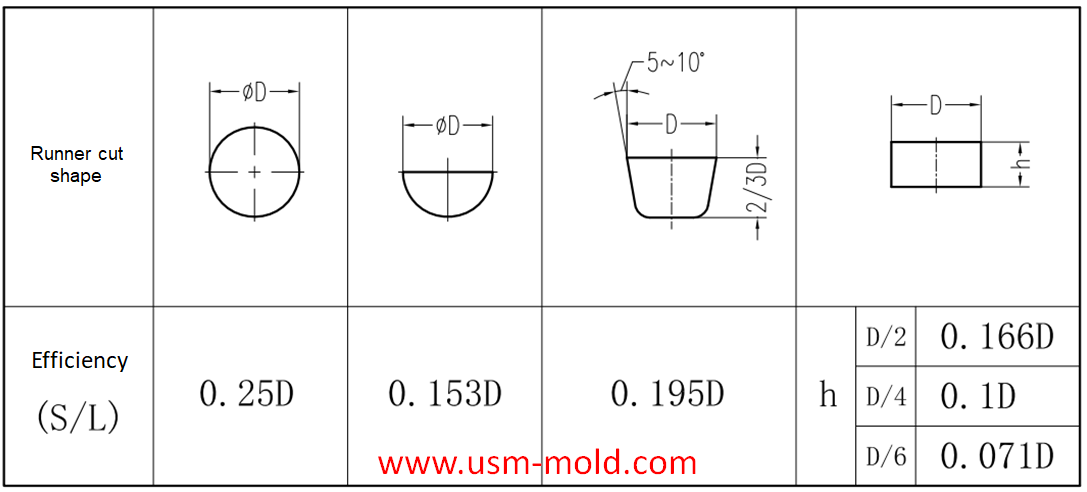
Основные формы поперечного сечения шунта: круглая, трапециевидная и прямоугольная, чтобы уменьшить потери давления и тепла в литнике, площадь поперечного сечения литника должна быть максимальной, а внутренняя площадь поверхности для рассеивания тепла — минимальной.
Эффективность литника выражается отношением площади поперечного сечения S литника к его окружности поперечного сечения L.
Эффективность шунта (гидравлический радиус) n = площадь поперечного сечения / окружность поперечного сечения = S/L
Гидравлический диаметр = 4n = 4S/L
Из приведенной выше информации видно, что эффективность потока литников с разным поперечным сечением различна, круглые и трапециевидные поперечные сечения являются предпочтительными литниками. Размер литника обычно выбирается на основе диаметра круглого литника (равного гидравлическому диаметру); при использовании литников с другими поперечными сечениями необходимо преобразовать гидравлический диаметр, чтобы эффективность потока соответствовала требованиям расчета (см. пример ниже).
Пример: Рассчитано, что для изделия требуется литник с гидравлическим диаметром 8 м, и теперь используется полукруглый литник; какой размер полукруга более разумен?
Гидравлический диаметр = 4n = 4S/L = (4*(πr²)/2)/(π*r+2r) = 8
Радиус r = 8*(π+2)/(2π) = 6,55
Диаметр D = 2*r = 6,55*2 = 13,1
Ответ: Полукруглый литник с диаметром около 13 м более подходящий.


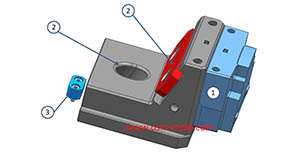
_20250310164515A048.webp "Форма для голосового выключателя")
Советы по проектированию слайдеров 1
Aug 3, 20221. После того как сердечник слайдера выдвинут, длина пребывания в пазу направляющего штифта не должна быть менее 2/3 общей длины слайдера; в особых случаях паз слайдера может быть частично...view
Что такое пластиковая литьевая форма?
Dec 27, 2021Пластиковая форма используется для литья под давлением, она собирается из полости, сердечника и бокового слайдера вместе с системой выталкивания и регулировками для производства пластиковых изделий различных форм и...view
Пять основных этапов процесса производства литьевых форм
Dec 9, 2021Производство литьевых форм можно грубо разделить на следующие этапы: Анализ процесса пластиковых изделий. Перед проектированием формы дизайнер должен полностью проанализировать и изучить, соответствует ли...view
Открытие блога USM
Oct 27, 2021Здравствуйте всем! Наш блог открывается сегодня, мы очень рады иметь возможность встретиться с вами здесь, добро пожаловать к нам в любое время, когда вам это понадобится. USM — это профессиональная компания по производству пластиковых литьевых форм и литью...view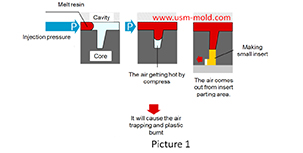
Основные причины захвата воздуха в пластиковой литьевой форме
Mar 1, 2022Во время процесса литья под давлением на переднем конце тонких ребер может произойти захват воздуха и выгорание пластика, а также это может привести к тому, что литая деталь станет черной и...view
Причины создания вентиляционной системы литьевой формы
Feb 28, 2022Газ в литьевой форме включает не только воздух в полости, но и воздух в литнике, а также газ разложения, образующийся из пластикового расплава, и пар, вызванный пластиком при высоких температурах...view