 English
English русский
русский

Проектирование форм с вакуумной вентиляцией для пластиковых литых деталей
Существуют обычные способы вентиляции, такие как вентиляция по поверхности разделения, вентиляция через вставки, вентиляция через штифты вставок и хорошо вентилируемая сталь, но есть особый способ — вакуумная вентиляция, для которой требуется вакуумная машина и радиолампа. Проектирование и изготовление формы будут отличаться от обычной формы;
Вакуумное литье под давлением может снизить давление впрыска, а низкое давление впрыска обеспечивает малое остаточное напряжение литья под давлением, что уменьшает деформацию и коробление детали. После вакуумирования полость находится в вакуумном состоянии, и при заполнении расплавом нет другого источника газа, кроме того, что сам расплав может разлагаться и выделять газ; контроль температуры материала и скорости заполнения может улучшить проблему захвата воздуха.
Форма с вакуумной вентиляцией имеет следующие преимущества:
1. Улучшает эффект заполнения изделия, устраняет влияние воздуха на формование и принципиально решает проблему плохой вентиляции;
2. Вакуумная полость формы легко заполняется, что снижает давление впрыска и противодавление литьевой машины;
3. Увеличивает скорость впрыска, сокращает цикл формования и повышает эффективность производства;
4. Улучшает сварочную линию изделия и качество;
5. Устраняет дефекты изделия, такие как выгорание и пузырьки.
Для прецизионных, тонкостенных, крупных плоских деталей или сложных пластиковых деталей необходимо устранить влияние воздуха на впрыск, иначе качество детали будет нестабильным, заполнение будет неполным, а большое давление впрыска вызовет деформацию и плохую поверхность.
Когда используется вакуумное литье под давлением, поверхность пластиковой детали становится более гладкой, а качество формования лучше. Поэтому перспективы применения вакуумных литьевых форм очень широки. Например, смартфоны требуют изделий с тонкими стенками, а некоторые детали добавляют стекловолокно для увеличения прочности. Обычно то, что невозможно достичь с помощью обычного литьевого оборудования и процессов, должно производиться на высокоскоростных литьевых машинах, и процесс литья под давлением также должен быть соответствующим образом скорректирован, необходимо использовать высокоскоростной и высоконапорный впрыск. Это создает большие трудности для отвода газов из формы за короткое время. Поэтому многие формы должны дополняться вакуумированием для завершения. Литье под давлением — сложный процесс, и для производства высококачественных, стильных и качественных изделий необходимо учитывать множество факторов.

_20250310164515A048.webp "Форма для пластиковой коробки")

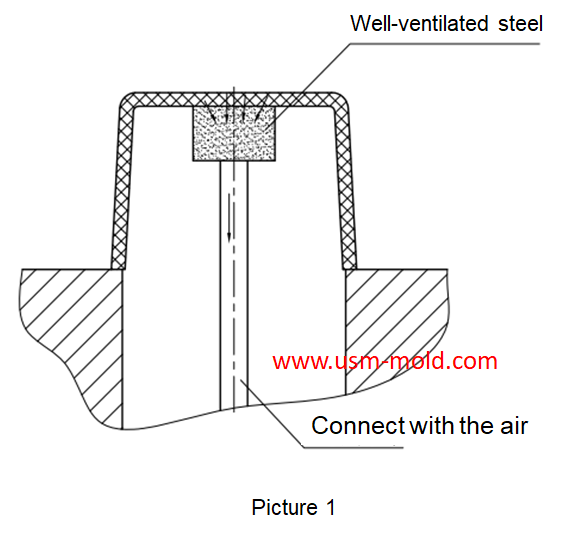
Хорошо вентилируемая сталь для вентиляционного дизайна литых деталей
Mar 14, 2022Хорошо вентилируемая сталь — это спеченный сплав, это пористый материал, спеченный из сферических частиц сплава, размер пор составляет 7–10 мкм, прочность низкая, но текстура рыхлая, что позволяет...view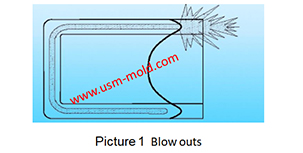
Дефекты изделий при литье с газовой поддержкой и их решения
Apr 28, 2022Распространенные дефекты и решения при литье с газовой поддержкой: 1. Газ выдувает расплав, как на рисунке 1. Причина: недостаточное предварительное заполнение. Когда пластиковая деталь представляет собой...view
Что такое литье под давлением?
Dec 28, 2021Процесс получения изделий, отлитых под давлением, называется литьем под давлением, или просто литьем. Литье под давлением — это важный метод обработки полимеров, характеризующийся коротким...view
Факторы охлаждения пластика в зависимости от параметров литья
Feb 10, 20221. Проектирование пластиковых деталей: в основном зависит от толщины стенок пластиковых изделий. Чем больше толщина изделия, тем дольше время охлаждения. Обычно время охлаждения примерно...view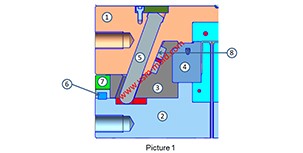
Сборка слайдера бокового механизма вытяжки сердечника
Jul 21, 2022На рисунке 1 показан типичный механизм разделения и вытяжки сердечника слайдера, приводимый в действие направляющим штифтом, мы поговорим о составе и функциях бокового механизма вытяжки сердечника...view
Проектирование ребер пластиковых деталей
Jan 4, 2022Роль ребер заключается в повышении прочности и жесткости пластиковых деталей, предотвращении их перекоса и деформации, а также в том, что они не вызывают усадки внешнего вида изделия из-за увеличения жесткости...view