 English
English русский
русский

Подлитник системы литников пластиковой литьевой формы
Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди них боковой литник делится на язычковый литник, защитный ушной литник, веерный литник, тонкий литник и т.д., подлитник делится на подлитник, банановый литник, нисходящий литник и т.д.

Рисунок 1a
По степени автоматизации производства делится на ручное удаление и автоматическое удаление, боковой литник и прямой литник требуют ручного удаления после производства, а подлитник, точечный литник и клапанный литник горячего литника удаляются автоматически.
Подлитник: Подлитник эволюционировал из точечного литника и имеет схожие характеристики с точечным литником, отличие в том, что подлитник находится с одной стороны поверхности разделения и входит в полость под наклоном. Открытие изгиба формы может автоматически оторвать литник, а положение литника можно установить на стороне, конце или задней части пластиковой детали, так что на внешней поверхности пластиковой детали не остается следов литника (как показано на рисунках 1a и 1b), структура формы с таким же изгибом может быть упрощена до структуры с одной поверхностью разделения.
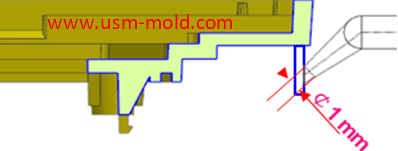
Рисунок 1b
Преимущества:
1. Литник может быть автоматически отрезан, исключая необходимость последующей обработки и реализуя автоматическое производство;
2. Выбор положения литника большой, его можно свободно устанавливать снаружи или внутри детали;
3. Литник маленький, что мало влияет на внешний вид изделия, некоторые подлитники трудно увидеть глазом;
4. Структура формы может быть упрощена, для некоторых изделий с высокими требованиями к внешнему виду необходимо использовать форму с тремя плитами при использовании точечного литника, но достаточно формы с двумя плитами при переходе на подлитник, что значительно снижает сложность структуры формы, а также уменьшает толщину формы и экономит затраты на форму.

Недостатки:
1. Слишком большая потеря давления, обычно в диапазоне Ø0,8~2,0 мм из-за того, что подлитник относительно маленький, большая часть давления теряется, когда пластик проходит через маленький литник;
2. Обработка сложнее, такой маленький литник обычно требует размещения сердечника формы под вертикальным углом для соответствия литнику, а затем использования электроэрозионной обработки (как показано на рисунке 2);




Боковой литник в проектировании системы литников пластиковой литьевой формы
Jan 23, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view
Что такое угол выгонки?
Dec 29, 2021Угол выгонки, также называемый углом извлечения из формы, — это угол, используемый для извлечения изделия из формы и проектируемый на поверхности разделения. Этот угол называется углом выгонки, как показано...view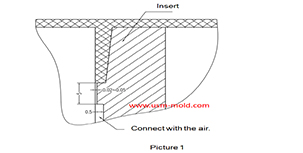
Дизайн вентиляционных вставок для литых деталей
Mar 13, 2022В тонкостенной полости, конце потока расплава, дне глухого отверстия полости формы, конце сплошного столба пластиковой детали, дне ребра и винтового столба пластиковой детали, а также в углах сложной...view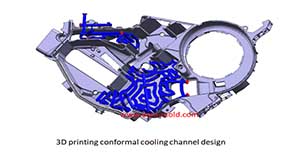
Методы контроля температуры пластиковой литьевой формы
Feb 15, 2022За исключением теплового излучения и тепловой конвекции от формы, большая часть тепла, внесенного в форму пластиком, должна быть выведена из формы циркулирующим теплоносителем путем...view
Прямой литник в проектировании системы литников пластиковой литьевой формы
Jan 19, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view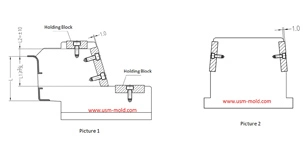
Требования к проектированию износостойкой пластины ползуна
Jan 2, 20241. Износостойкая пластина ползуна требует закалки, твердость 45-48HRC; 2. Трение поверхности износостойкой пластины должно быть на 1.0 мм выше поверхности ползуна (см. рисунок 1);...view