 English
English русский
русский

Стандарт проектирования вентиляционного канала
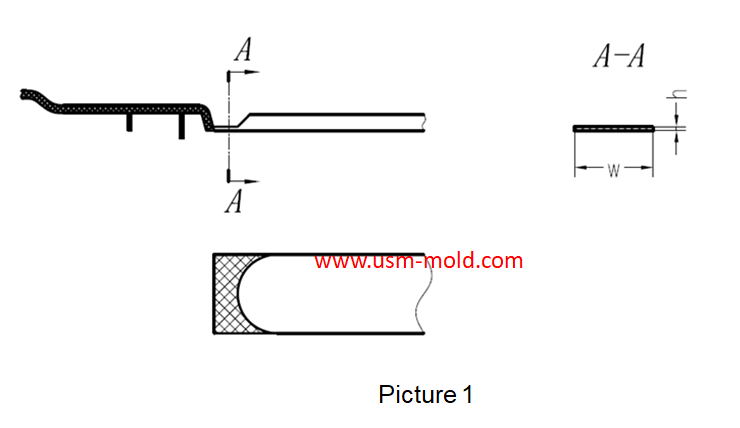
Система вентиляции должна обеспечивать плавный отвод газа из полости и предотвращать попадание материала в вентиляционные каналы, что может вызвать облой изделия или засорение газового канала во время массового производства. Большинство заводов по производству пластиковых форм и поставщиков пластиковых форм знают, что нужно открыть вентиляционный канал, но не знают, какой размер является разумным. Поэтому размер поперечного сечения дизайна на входе вентиляционной системы очень важен. Чтобы соответствовать вышеуказанным требованиям, входное сечение вентиляционной системы обычно проектируется как зазор с большим соотношением сторон (h/w) (см. рисунок 1), а глубина зазора (глубина вентиляционного зазора или вентиляционного канала) h, которая меньше значения перелива материала в форму, ограничена, обычно 0,02–0,05 мм; ширина зазора w определяется в зависимости от глубины зазора H и площади поперечного сечения A вентиляционного прохода, необходимой для отвода газа из полости формы во время заполнения (w≥A/h).
Площадь поперечного сечения A вентиляционного канала рассчитывается следующим образом: A=0,05V/N
В формуле: A — площадь поперечного сечения вентиляционного канала, мм²
V — общий объем полости и системы литья, см³
n — количество вентиляционных каналов
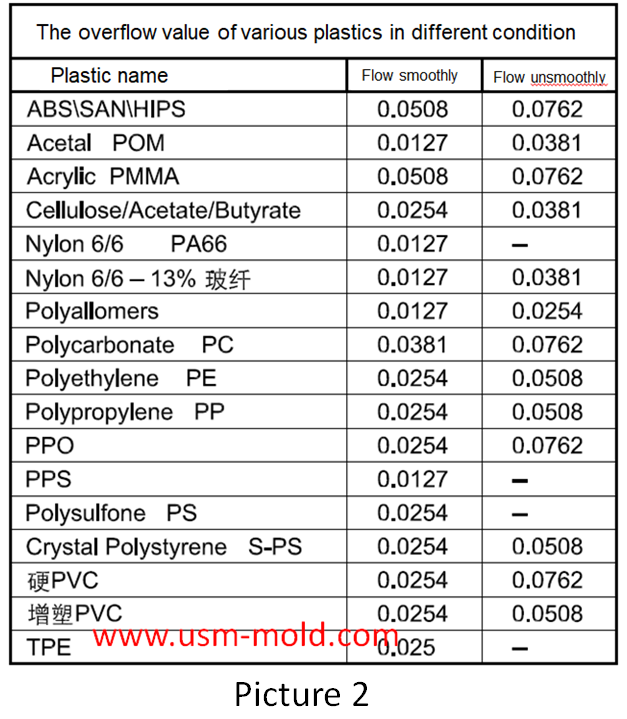
Значение перелива — это наименьший зазор, в который может流入 материал, значение перелива формовочного материала зависит от текучести материала, определяемой характеристиками материала и условиями процесса. Чем лучше текучесть, тем меньше значение перелива. Значения перелива для часто используемых пластмасс и стандартных условий формования показаны на рисунке 2 в следующей таблице.
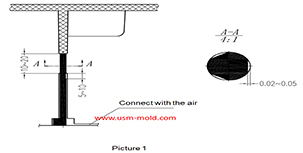
Рисунок 3 показывает стандарт проектирования вентиляционного канала, а рисунок 4 показывает неправильный способ открытия вентиляционного канала.



Штифт вставки для вентиляционного дизайна литых деталей
Mar 20, 2022Штифт вставки для вентиляции: Трудно сделать вентиляционный канал, когда конечный литник не находится на поверхности разделения во время впрыска, и нет доступного зазора соответствия, но мы можем...view
Что такое угол выгонки?
Dec 29, 2021Угол выгонки, также называемый углом извлечения из формы, — это угол, используемый для извлечения изделия из формы и проектируемый на поверхности разделения. Этот угол называется углом выгонки, как показано...view
Подлитник системы литников пластиковой литьевой формы
Jan 26, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view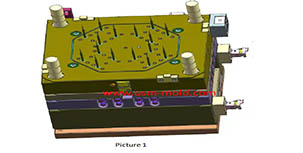
Советы по проектированию форм с вакуумной вентиляцией
Mar 30, 2022Существуют обычные способы вентиляции, такие как вентиляция по поверхности разделения, вентиляция через вставки, вентиляция через штифты вставок и хорошо вентилируемая сталь, но есть особый способ...view
Принципы проектирования вентиляционного канала
Mar 6, 2022Система вентиляции пластиковых форм также очень важна, если в изделии есть захват воздуха или система вентиляции неподходящая, это сильно повлияет на производство литья под давлением и качество...view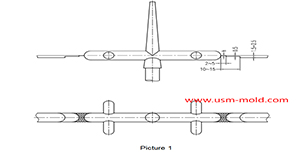
Вентиляция поверхности разделения системы литников
Mar 10, 2022В основном и дополнительном каналах содержится большое количество газа, который выводится через тягу (выталкивающий стержень) во время процесса впрыска, часть газа выходит через вентиляционный канал...view