 English
English русский
русский

Пять основных этапов процесса производства литьевых форм
Производство литьевых форм можно грубо разделить на следующие этапы:
Анализ процесса пластиковых изделий.
Перед проектированием формы дизайнер должен полностью проанализировать и изучить, соответствует ли пластиковое изделие принципам обработки литьем под давлением, и тщательно обсудить это с дизайнером изделия, достигнув консенсуса. Это включает геометрическую форму, точность размеров и требования к внешнему виду изделия, проведение необходимых обсуждений, чтобы избежать ненужной сложности в изготовлении формы.
Проектирование конструкции формы.
Для создания высококачественной формы требуется не только хорошее обрабатывающее оборудование и квалифицированные работники по изготовлению форм, но и очень важным фактором является качественное проектирование формы. Особенно для сложных форм качество проектирования составляет более 80% качества формы. Отличное проектирование формы заключается в том, чтобы при соблюдении требований заказчиков минимизировать затраты на обработку, уменьшить сложность обработки и сократить время обработки.
Для этого необходимо не только полностью усвоить требования заказчика, но и понимать литьевую машину, конструкцию формы, технологию обработки и собственные возможности завода по обработке форм. Поэтому для повышения уровня проектирования форм следует учитывать следующие моменты:
1. Понимать каждую деталь в проектировании каждой формы и назначение каждой части в форме.
2. При проектировании ссылаться на предыдущие подобные проекты, изучать их обработку форм и производство продукции, извлекая уроки из опыта.
3. Больше узнавать о процессе работы литьевой машины, чтобы углубить взаимосвязь между формой и литьевой машиной.
4. На заводе понимать процесс обработки изделий и распознавать особенности и ограничения каждого процесса.
5. Изучать результаты испытаний формы и модификаций формы, спроектированной вами, и извлекать уроки.
6. При проектировании стараться использовать ранее успешно примененные конструкции форм.
7. Больше узнавать о влиянии водяного охлаждения формы на изделия.
Изучать некоторые специальные конструкции форм и узнавать о новейших технологиях в области форм.
Определение материала формы и выбор стандартных деталей.
При выборе материалов для формы, помимо учета точности и качества изделия, необходимо сделать правильный выбор, учитывая реальные возможности обработки и термообработки завода форм. Кроме того, чтобы сократить цикл производства, по возможности используйте существующие стандартные детали.
Обработка деталей и сборка формы.
Помимо оптимальной конструкции и разумного соответствия допусков в проектировании, точность формы очень важна для обработки деталей и сборки формы. Поэтому выбор точности обработки и метода обработки занимает абсолютно доминирующее положение в изготовлении форм.
Погрешность размеров формованных изделий в основном состоит из следующих частей:
1. Ошибка изготовления формы составляет около 1/3
2. Ошибка из-за износа формы составляет около 1/6
3. Ошибка из-за неравномерной усадки формованных деталей составляет около 1/3
4. Ошибка из-за несоответствия между заданной усадкой и фактической усадкой составляет около 1/6
Общая ошибка = (1)+(2)+(3)+(4)
Поэтому для уменьшения ошибок при изготовлении формы сначала следует повысить точность обработки. С использованием станков с ЧПУ эта проблема хорошо контролируется. Кроме того, чтобы предотвратить ошибки из-за износа и деформации формы, в формах с высокой точностью обработки и большим объемом продукции следует закалять полость, сердечник и другие ключевые части. В средних и крупных формах для экономии материалов и упрощения обработки и термообработки по возможности следует использовать мозаичную конструкцию в проектировании формы.
Чтобы устранить ошибки из-за неравномерной усадки формованной детали и несоответствия между заданной и фактической усадкой, при изготовлении формы обычно выбирается 1/3 допуска изделия в качестве производственного допуска формы, чтобы оставить больше пространства для последующей регулировки в процессе формования и устранить ошибки, вызванные процессом формования.
Испытание формы.
Комплект форм завершает только 70–80% всего производственного процесса от начала проектирования до завершения сборки. Для ошибок, вызванных несоответствием между заданной и фактической усадкой, гладкостью извлечения из формы, эффектом охлаждения, особенно влиянием размера, положения и формы затвора на точность и внешний вид изделия, необходимо провести испытание формы. Таким образом, испытание формы — это незаменимый шаг для проверки соответствия формы требованиям и выбора оптимального процесса формования.

_20250310164515A048.webp "Форма для пластиковой коробки")


Причины создания вентиляционной системы литьевой формы
Feb 28, 2022Газ в литьевой форме включает не только воздух в полости, но и воздух в литнике, а также газ разложения, образующийся из пластикового расплава, и пар, вызванный пластиком при высоких температурах...view
Пять основных этапов процесса производства литьевых форм
Dec 9, 2021Производство литьевых форм можно грубо разделить на следующие этапы: Анализ процесса пластиковых изделий. Перед проектированием формы дизайнер должен полностью проанализировать и изучить, соответствует ли...view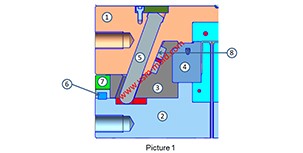
Сборка слайдера бокового механизма вытяжки сердечника
Jul 21, 2022На рисунке 1 показан типичный механизм разделения и вытяжки сердечника слайдера, приводимый в действие направляющим штифтом, мы поговорим о составе и функциях бокового механизма вытяжки сердечника...view
Введение в литье под давлением с водяной поддержкой
May 11, 2022Как и процесс литья с газовой поддержкой, литье с водяной поддержкой сначала впрыскивает кусок пластика в полость формы и сердечник, а затем впрыскивает воду, чтобы выдавить расплавленный пластик...view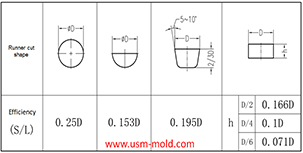
Перевод гидравлического диаметра литников в проектировании системы литников пластиковой формы
Jan 13, 2022Гидравлический диаметр означает 4-кратное отношение площади поперечного сечения потока к периметру, поскольку напряжение сдвига стенки неравномерно распределено вдоль окружающих стенок некруглых труб,...view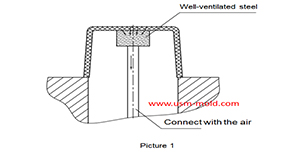
Хорошо вентилируемая сталь для вентиляционного дизайна литых деталей
Mar 14, 2022Хорошо вентилируемая сталь — это спеченный сплав, это пористый материал, спеченный из сферических частиц сплава, размер пор составляет 7–10 мкм, прочность низкая, но текстура рыхлая, что позволяет...view