 English
English русский
русский

Сравнение литья под давлением с водяной и газовой поддержкой
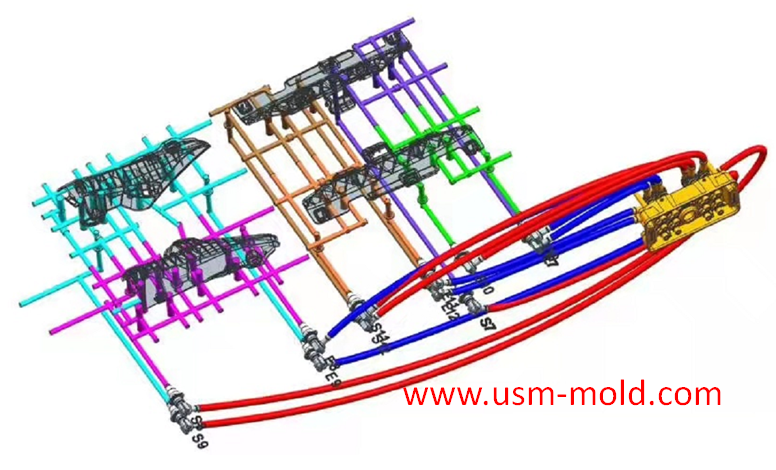
Сравнивая технологию литья под давлением с водяной поддержкой и технологию литья с газовой поддержкой, основное различие заключается в природе используемых вспомогательных формовочных сред. Одна — жидкость, а другая — газообразный азот; вода несжимаема, а газ сжимаем. Вязкость воды выше, чем у газа, а теплопроводность воды в 40 раз выше, чем у газа, теплоемкость воды в 4 раза больше, чем у газа. Хотя теория литья с водяной и газовой поддержкой одинакова, большинство техников считают, что литье с водяной поддержкой не заменит литье с газовой поддержкой, это зависит от применения и формы.
.png)
Преимущества литья с водяной и газовой поддержкой следующие:
1. Значительное сокращение времени охлаждения детали. Литье с водяной поддержкой заключается в впрыскивании воды высокого давления (30 МПа) при определенной температуре (10–80°C) в полость и сердечник, так что вода может непосредственно охлаждать изделие изнутри полости и сердечника толщины стенки изделия. Этот вид охлаждения является достаточным и действует равномерно от внутренней части к внешней части формы изделия, эффект хороший, поэтому цикл формования изделия может быть значительно сокращен. Исследования показали, что время цикла охлаждения при литье с водяной поддержкой составляет всего 25% или даже меньше, чем при литье с газовой поддержкой. Для изделия с диаметром формования 10 мм и толщиной стенки 1,0–1,5 мм время литья с газовой поддержкой составляет 60 секунд, а с водяной — 15 секунд; для изделия с диаметром формования 30 мм и толщиной стенки 2,5–3,0 мм время литья с газовой поддержкой занимает 180 секунд, а с водяной — всего 40 секунд;
2. Возможность создания большего полого сечения. Поскольку литье с водяной поддержкой может производиться двумя процессами — методом снаряда и методом водяного впрыска, метод снаряда требует только увеличения диаметра снаряда для производства полых трубных изделий большого диаметра.
.png)
3. Внутренняя стенка гладкая, а равномерное охлаждение уменьшает деформацию детали. Поскольку температура воды, используемой при литье с водяной поддержкой, значительно ниже температуры расплава, граница между водой, впрыскиваемой в полость формы с сердечником, и высокотемпературным расплавом сразу образует гладкую высоковязкую затвердевшую пленку из-за быстрого снижения температуры расплава. Вода внутри пленки равномерно давит наружу под действием давления, а толщина стенки изделия, еще не затвердевшая, сжимается и утончается, но вода не проникает через затвердевшую пленку в толщину стенки. Расплав на передней стороне потока воды под действием давления воды движется вперед, что позволяет получить изделие с более толстой стенкой и гладкой внутренней поверхностью;
4. Сечение стенки более равномерное. Во время литья с газовой поддержкой из-за плохой теплопередачи и низкой скорости охлаждения внутри полости и сердечника изделия образуется более грубая кристаллическая структура внутри. Напротив, при литье с водяной поддержкой благодаря хорошему охлаждающему эффекту воды внутри внутренняя структура изделия схожа с обычным литьем под давлением, то есть структура материала в сечении изделия более симметрична, и изделие имеет меньшую кристаллическую фазу.
5. Стоимость воды низкая и ее легко достать при использовании литья с водяной поддержкой.
Потенциальные недостатки литья с водяной поддержкой:
(1) Утечка воды вызывает ржавчину формы, а электронные компоненты подвержены короткому замыканию. Поскольку электронные компоненты, такие как горячий канал и датчик давления на форме, могут закоротить и сгореть при контакте с водой, литье с водяной поддержкой сложно контролировать из-за невозможности управления давлением и объемом воды в начале настройки, что приведет к попаданию воды на форму и электронные компоненты и вызовет их повреждение. Если полость и сторона сердечника формы часто подвергаются воздействию воды, они будут ржаветь и потребуют частой полировки и обслуживания формы;
(2) Машина для водяного впрыска имеет большие размеры. Оборудование для литья с водяной поддержкой значительно больше, чем оборудование для газовой поддержки, и в настоящее время в Китае нет зрелых производителей оборудования для литья с водяной поддержкой. Более зрелые и успешные коммерческие производители оборудования находятся в Германии, и все оборудование необходимо импортировать;
(3) Процесс литья с водяной поддержкой имеет большие ограничения по сравнению с процессом литья с газовой поддержкой и не подходит для всех деталей;
(4) Материалов для литья с водяной поддержкой меньше, и новые материалы нужно специально разрабатывать для литья с водяной поддержкой. Многие материалы требуют многократных испытаний и улучшений перед использованием. Самый ранний пластик для литья с водяной поддержкой был разработан BASF. PA66+GF30 используется для формирования охлаждающего коллектора двигателя EA888 Volkswagen.



Температурная система литьевой формы
Feb 8, 2022Привет всем, время охлаждения формы самое длительное во время литья, поэтому проектирование системы контроля температуры формы очень важно, мы поговорим о системах охлаждения и нагрева формы в следующих...view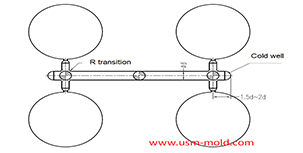
Ключевые моменты системы литников пластиковой литьевой формы
Jan 12, 2022Подлитник — это переходный канал между главным литником и литником, поскольку подлитник является самой длинной частью системы литников, очень важно повысить качество деталей и улучшить...view
Что такое пластиковая литьевая форма?
Dec 27, 2021Пластиковая форма используется для литья под давлением, она собирается из полости, сердечника и бокового слайдера вместе с системой выталкивания и регулировками для производства пластиковых изделий различных форм и...view
Точечный литник в проектировании системы литников пластиковой литьевой формы
Jan 24, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view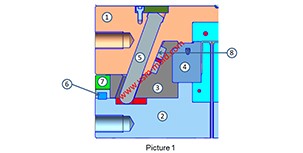
Сборка слайдера бокового механизма вытяжки сердечника
Jul 21, 2022На рисунке 1 показан типичный механизм разделения и вытяжки сердечника слайдера, приводимый в действие направляющим штифтом, мы поговорим о составе и функциях бокового механизма вытяжки сердечника...view
Боковой литник в проектировании системы литников пластиковой литьевой формы
Jan 23, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view