 English
English русский
русский

Принципы проектирования системы литников пластиковой литьевой формы
1. Качество на первом месте
Проектирование системы литников оказывает большое влияние на качество детали, во-первых, литник следует устанавливать в наиболее удобной части пластиковой детали для удаления, при этом внешний вид пластиковой детали не должен пострадать по возможности. Во-вторых, положение и тип литника напрямую влияют на качество формования пластиковых деталей, неразумная система литников может вызвать такие дефекты, как сварные швы, плохое заполнение, следы потока и даже привести к поломке формы.
2. Баланс заполнения
В литьевой форме с одной полостью расстояние между положением литника и каждой частью полости должно быть максимально равным, чтобы расплав одновременно заполнял все углы полости; в литьевой форме с несколькими полостями литник к каждой полости должен быть максимально равным, чтобы расплав мог одновременно заполнить все полости. Кроме того, одинаковые пластиковые детали должны подаваться с одного и того же положения, чтобы обеспечить их взаимозаменяемость.
3. Минимальный объем
Расположение полостей должно быть максимально компактным, поток системы литников должен быть как можно короче, форма и размер поперечного сечения литника должны быть разумными, чем меньше объем системы литников, тем лучше, это имеет следующие преимущества:
① Меньше потери тепла и давления расплава в системе литников;
② Лучше вентиляция формы;
③ Форма поглощает меньше тепла от системы литников, контроль температуры формы проще;
④ Чем короче время течения расплава в системе литников, тем короче цикл формы;
⑤ Меньше отходов в системе литников, меньше пластика тратится впустую;
⑥ Размер формы меньше.
4. Кратчайший цикл
В случае формы с одной полостью следует обеспечить, чтобы расплав заполнил все углы полости почти одновременно; при форме с несколькими полостями следует обеспечить, чтобы каждая полость заполнялась почти одновременно. Таким образом, можно гарантировать качество формования пластиковых деталей и минимизировать цикл впрыска. При проектировании системы литников необходимо также стараться уменьшить сопротивление расплава и увеличить скорость заполнения расплава. Литник должен уменьшить изгибы, и по возможности использовать дуговые переходы при поворотах. Однако, чтобы уменьшить сопротивление расплава, часто не рекомендуется полировать поверхность литника до очень низкой шероховатости, поскольку подходящая шероховатость может оставить холодный материал с передней части расплава на стенке литника (стенка литника эквивалентна множеству миниатюрных холодных колодцев). В общем, шероховатость поверхности литника Ra может составлять 0,8~1,6 мкм.
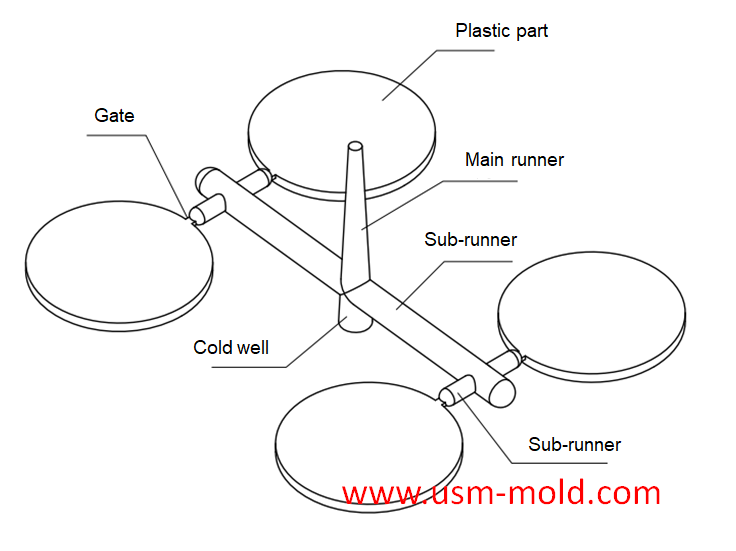
Типичная система литников
_20250310164515A048.webp "Форма для голосового выключателя")



Причины создания вентиляционной системы литьевой формы
Feb 28, 2022Газ в литьевой форме включает не только воздух в полости, но и воздух в литнике, а также газ разложения, образующийся из пластикового расплава, и пар, вызванный пластиком при высоких температурах...view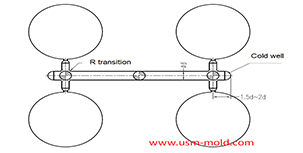
Ключевые моменты системы литников пластиковой литьевой формы
Jan 12, 2022Подлитник — это переходный канал между главным литником и литником, поскольку подлитник является самой длинной частью системы литников, очень важно повысить качество деталей и улучшить...view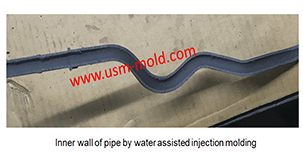
Сравнение литья под давлением с водяной и газовой поддержкой
May 19, 2022Сравнивая технологию литья под давлением с водяной поддержкой и технологию литья с газовой поддержкой, основное различие заключается в природе используемых вспомогательных формовочных сред...view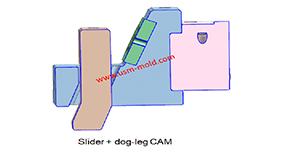
Классификация механизмов бокового разделения и вытяжки сердечника
Jul 17, 2022Согласно структурным характеристикам пластикового литья, механизмы боковой вытяжки сердечника делятся на следующие шесть категорий: 1. Механизм боковой вытяжки сердечника «слайдер + направляющий...view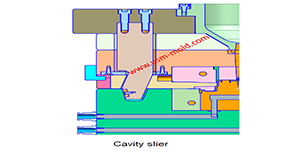
Что такое механизмы бокового разделения и вытяжки сердечника и их функции?
May 31, 2022Когда на внутренней или внешней стороне пластиковых деталей, изготовленных методом литья под давлением, есть отверстия, полости или сердечники, отличающиеся от направлений открытия и закрытия формы...view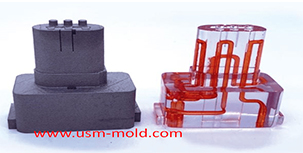
Конформный охлаждающий канал пластиковой литьевой формы
Feb 23, 2022Конформный охлаждающий литник — это новый тип охлаждающего литника формы, основанный на технологии 3D-печати, благодаря своим особенностям обработки конформный охлаждающий литник может хорошо...view