 English
English русский
русский

Что такое литье под давлением?
Процесс получения изделий, отлитых под давлением, называется литьем под давлением, или просто литьем. Литье под давлением — это важный метод обработки полимеров, характеризующийся коротким циклом формования и высокой производственной эффективностью. Он позволяет производить сложные формы и точные размеры за один раз, обладает высокой адаптивностью к формованию, широким спектром изделий и легко реализует автоматическое производство благодаря широкому диапазону применения.
Основной процесс литья под давлением: гранулированный полимерный материал (далее называемый пластиковым материалом) нагревается и экструдируется шнеком литьевой машины, превращаясь в расплавленный материал, который поступает в цилиндр впрыска, литник и затвор в полость формы и сторону сердечника. Результатом литья под давлением является производство пластиковых деталей, соответствующих требованиям.
Для получения качественных изделий форма должна быть хорошо спроектирована и изготовлена, использоваться передовое оборудование и разумные параметры впрыска. Поэтому часто выделяют три элемента: форма, литьевая машина и процесс литья под давлением как три основных элемента идеального процесса литья под давлением.
Как один из основных инструментов литья под давлением, качество формы, точность, время изготовления и производственная эффективность в процессе литья под давлением напрямую влияют на качество изделия, объем производства и стоимость продукции, а также в конечном итоге определяют скорость реакции компании на конкуренцию на рынке.
USM специализируется на прецизионных пластиковых литьевых формах и литье под давлением с более чем 16-летним опытом, обладая способностью производить формы по высоким международным стандартам, сильными инженерными и дизайнерскими возможностями, агрессивными сроками поставки и конкурентоспособной ценой, что продолжает оставаться фактором успеха USM.



Ключевые моменты системы литников пластиковой литьевой формы
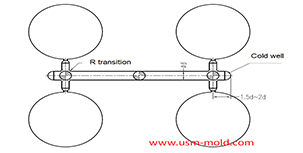
Jan 12, 2022Подлитник — это переходный канал между главным литником и литником, поскольку подлитник является самой длинной частью системы литников, очень важно повысить качество деталей и улучшить...view
Что такое литье под давлением?
Dec 28, 2021Процесс получения изделий, отлитых под давлением, называется литьем под давлением, или просто литьем. Литье под давлением — это важный метод обработки полимеров, характеризующийся коротким...view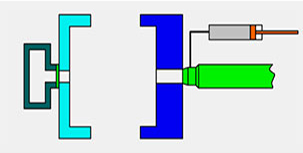
Различия между полным и коротким выстрелом при литье с газовой поддержкой
Apr 13, 2022Литье с газовой поддержкой можно разделить на короткий выстрел и полный выстрел. Короткий выстрел Метод короткого выстрела показан на рисунке 1, он подходит для толстостенных пластиковых деталей с низким...view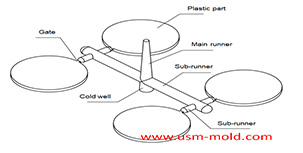
Принципы проектирования системы литников пластиковой литьевой формы
Jan 6, 20221. Качество на первом месте Проектирование системы литников оказывает большое влияние на качество детали, во-первых, литник следует устанавливать в наиболее удобной части пластиковой детали для удаления, при этом...view
Оборудование для литья с газовой поддержкой
Apr 10, 2022Оборудование для газовой поддержки включает часть управления газовой поддержкой и генератор азота, это специальная и отдельная система от литьевой машины, и ее единственный интерфейс с литьевой...view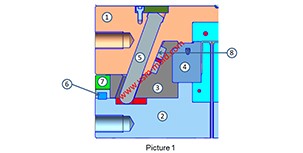
Сборка слайдера бокового механизма вытяжки сердечника
Jul 21, 2022На рисунке 1 показан типичный механизм разделения и вытяжки сердечника слайдера, приводимый в действие направляющим штифтом, мы поговорим о составе и функциях бокового механизма вытяжки сердечника...view