 English
English русский
русский

Боковой литник в проектировании системы литников пластиковой литьевой формы
Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди них боковой литник делится на язычковый литник, защитный ушной литник, веерный литник, тонкий литник и т.д., подлитник делится на подлитник, банановый литник, нисходящий литник и т.д.

По степени автоматизации производства делится на ручное удаление и автоматическое удаление, боковой литник и прямой литник требуют ручного удаления после производства, а подлитник, точечный литник и клапанный литник горячего литника удаляются автоматически.
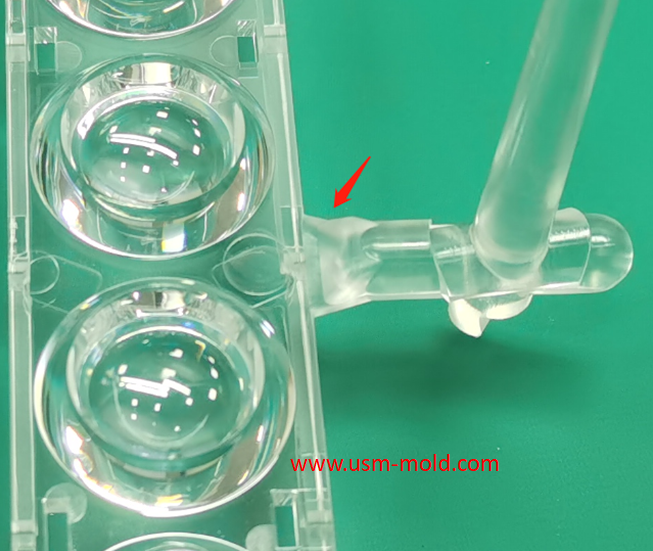
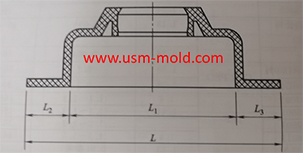
Боковой литник: обычно выполняется на поверхности разделения формы, питание осуществляется с края пластиковой детали, сечение литника обычно прямоугольное, как показано на рисунке 1. Глубина бокового литника определяет конденсацию изгиба литника, толщина глубины литника обычно составляет 0,5–0,75 от толщины стенки, а некоторые имеют такую же толщину, как стенка, что обычно определяется в зависимости от объема впрыска пластиковой детали.

Боковой литник является наиболее широко используемым литником, подходит для изделий различных форм, но не подходит для тонких и длинных цилиндрических изделий.
Преимущества бокового литника:
1. Литник легко отделяется от детали, обычно находится на некритичной поверхности детали, поскольку толщина литника меньше толщины стенки изделия, его удобнее удалять, когда деталь вынимается из формы и еще не полностью охлаждена, это можно сделать вручную или с помощью плоскогубцев;
2. Он может предотвратить обратный поток пластика, размер и толщина бокового литника относительно небольшие, после поддержания давления во время литья под давлением, положение литника быстрее затвердевает, поэтому пластик в более толстой области изделия не легко течет обратно через литник;
3. Трение в литнике генерирует тепло, что может снова повысить температуру пластика и способствовать заполнению;
4. Язычковый литник (как показано на рисунке 2) может эффективно предотвратить появление следов потока на изделии;
5. Веерный литник (как показано на рисунке 3) обеспечивает равномерное заполнение, предотвращает деформацию изделия, пластиковый расплав плавно течет в полость без следов потока и сварных швов, качество формования хорошее;
6. Удобно обрабатывать литник, боковой литник обычно можно обработать непосредственно на ЧПУ, для высокой полости и сердечника формы можно использовать электроэрозионную обработку.
Недостатки бокового литника:
1. Слишком большая потеря давления, пластик проходит от главного литника, литника и подлитника, прежде чем достичь области литника, давление впрыска теряется слишком сильно, поскольку боковой литник обычно выполняется сбоку детали;
2. Пластик с недостаточной текучестью легко вызывает недостаточное заполнение или остановку;
3. Литник необходимо удалять вручную, что не позволяет реализовать полностью автоматизированное производство;
4. После удаления литника на краю детали останется след, что не подходит для изделий с высокими требованиями к внешнему виду.

_20250310164515A048.webp "Форма для корпуса видеодомофона")

Усадка при формовании пластика
Dec 30, 2021Пластиковые детали уменьшаются в размере из-за усадки, вызванной снижением температуры в процессе формования, и эта усадка выражается коэффициентом усадки. Обычные коэффициенты усадки пластика показаны...view
Советы по проектированию слайдеров 2
Nov 22, 20239. Поверхность разделения формы слайдера должна быть по возможности выполнена как запорная поверхность, ширина запорной части должна составлять не менее 8 мм, и не делайте запорную поверхность;...view
Ключевые моменты процесса литья с газовой поддержкой
Apr 20, 2022Параметры впрыска газа Часть управления газовой поддержкой — это устройство, которое контролирует давление газа на каждом этапе, параметры газовой поддержки имеют только два значения: время впрыска газа...view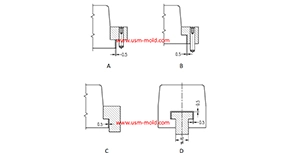
Советы по проектированию Т-образного паза ползуна и направляющей
Dec 18, 20231. Т-образный паз ползуна должен быть спроектирован в соответствии с рисунком 1. Если ползун относительно высокий, Т-образный паз может быть недостаточно высоким, что приведет к неустойчивости центра тяжести,...view
Проектирование форм с вакуумной вентиляцией для пластиковых литых деталей
Mar 23, 2022Существуют обычные способы вентиляции, такие как вентиляция по поверхности разделения, вентиляция через вставки, вентиляция через штифты вставок и хорошо вентилируемая сталь, но есть особый способ...view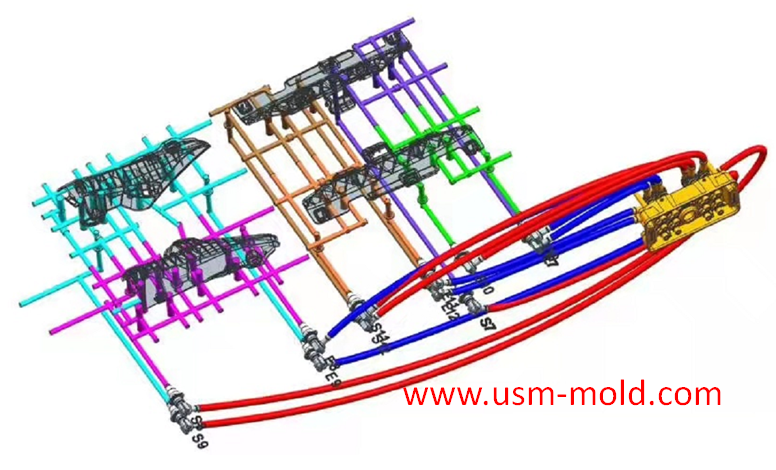
Температурная система литьевой формы
Feb 8, 2022Привет всем, время охлаждения формы самое длительное во время литья, поэтому проектирование системы контроля температуры формы очень важно, мы поговорим о системах охлаждения и нагрева формы в следующих...view