 English
English русский
русский

Общие методы крепления углового штифта
Угловой штифт является распространенной частью приводного ползуна, и методы крепления и установки следующие:
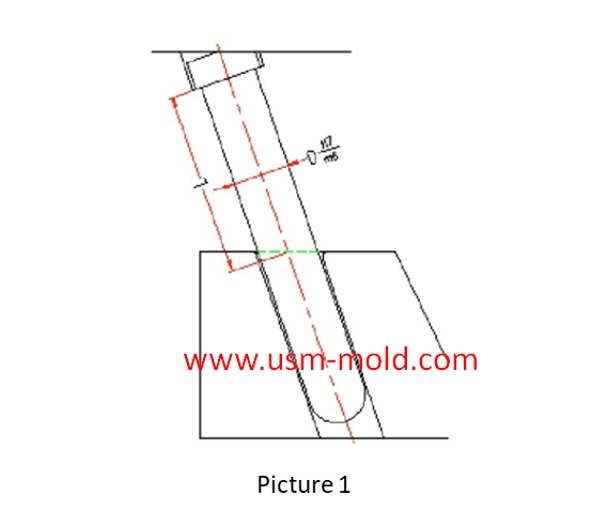
1. Проходит непосредственно через пластину формы и фиксируется верхней пластиной, как показано на рисунке 1.
Этот метод установки подходит для случаев, когда форма тонкая, а верхняя пластина не отделена от пластины A, поверхность сопряжения длинная, а стабильность хорошая. Допуск сопряжения углового штифта и фиксирующей пластины составляет H7/m6, разборка и обслуживание очень сложны, пластину формы необходимо разбирать при замене углового штифта.
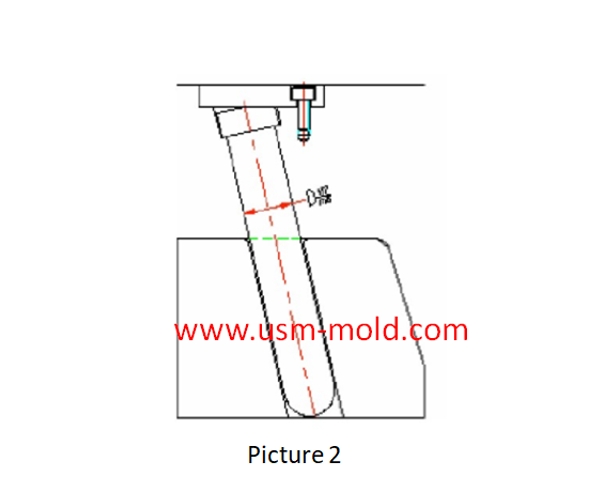
2. Проходит непосредственно через пластину формы и фиксируется прижимным блоком, как показано на рисунке 2.
Этот метод установки подходит для случаев, когда форма тонкая, а верхняя пластина отделена от пластины A, поверхность сопряжения длинная, а стабильность хорошая. Допуск сопряжения углового штифта и фиксирующей пластины составляет H7/m6, установка и обслуживание очень сложны, пластину необходимо разбирать для замены углового штифта.
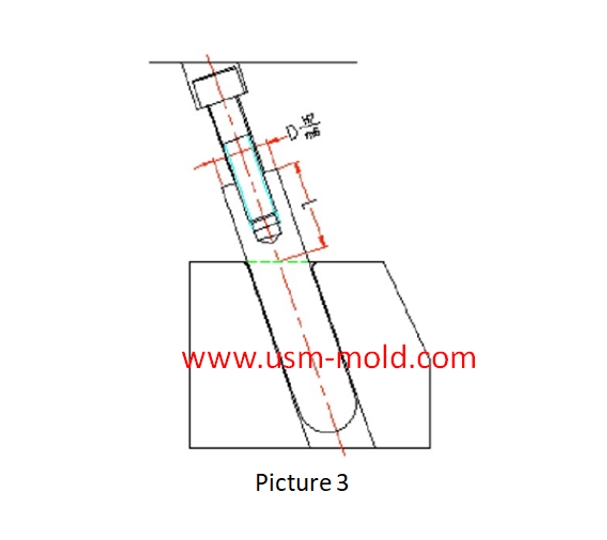
3. Угловой штифт не проходит через пластину, а фиксируется на пластине с помощью глухого отверстия и винта, как показано на рисунке 3.
Этот метод установки подходит для толстых пластин, как для двух-, так и для трехпластинчатых форм. Поверхность сопряжения L должна быть больше 1.5D. Этот метод имеет плохую стабильность и сложен в обработке и обслуживании.
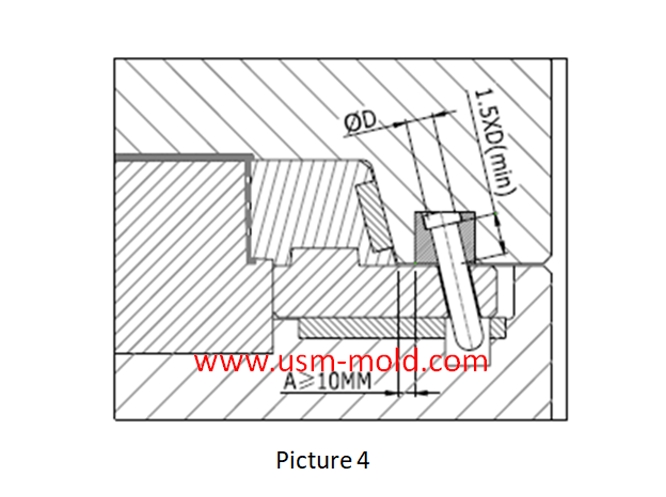
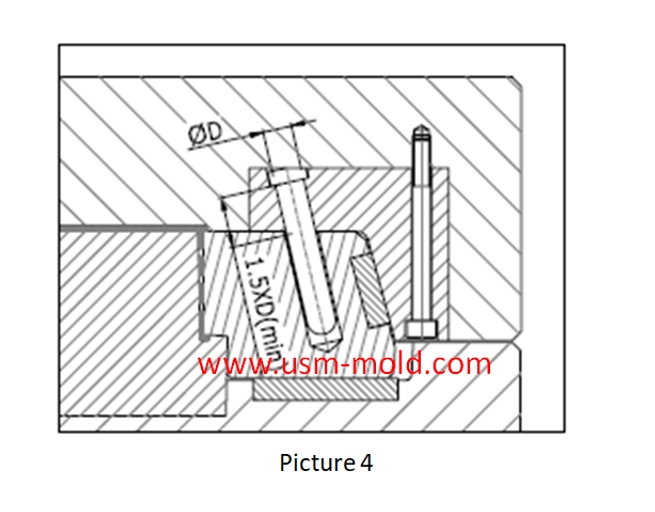
4. Угловой штифт устанавливается в подвижный блок, который фиксируется на пластине спереди винтами, как показано на рисунке 4.
Этот метод установки подходит для толстых пластин, как для двух-, так и для трехпластинчатых форм. Поверхность сопряжения L должна быть больше 1.5D. Этот метод имеет хорошую стабильность и удобен для обработки и обслуживания.
5. Угловой штифт устанавливается в блок фиксации, который фиксируется на пластине спереди винтами, как показано на рисунке 5.
Этот метод установки подходит для толстых пластин, как для двух-, так и для трехпластинчатых форм. Поверхность сопряжения L должна быть больше 1.5D. Этот метод имеет хорошую стабильность и удобен для обработки и обслуживания.



Ключевые моменты системы литников пластиковой литьевой формы
Jan 12, 2022Подлитник — это переходный канал между главным литником и литником, поскольку подлитник является самой длинной частью системы литников, очень важно повысить качество деталей и улучшить...view
Конформный охлаждающий канал пластиковой литьевой формы
Feb 23, 2022Конформный охлаждающий литник — это новый тип охлаждающего литника формы, основанный на технологии 3D-печати, благодаря своим особенностям обработки конформный охлаждающий литник может хорошо...view
Оборудование для литья с газовой поддержкой
Apr 10, 2022Оборудование для газовой поддержки включает часть управления газовой поддержкой и генератор азота, это специальная и отдельная система от литьевой машины, и ее единственный интерфейс с литьевой...view
Точки проектирования системы литников пластиковой литьевой формы
Jan 9, 2022При проектировании системы литников, во-первых, следует учитывать быстрое заполнение полости с сердечником расплавленным пластиком для уменьшения потерь давления и тепла; во-вторых, следует экономически...view_20250317090912A017.jpg)
Введение в несколько распространенных процессов литья под давлением с водяной поддержкой
May 24, 2022В зависимости от конструкции литьевой машины и системы литья соответствующий процесс возврата расплава при литье с водяной поддержкой можно условно разделить на два типа: метод обратного потока...view
Перевод гидравлического диаметра литников в проектировании системы литников пластиковой формы
Jan 13, 2022Гидравлический диаметр означает 4-кратное отношение площади поперечного сечения потока к периметру, поскольку напряжение сдвига стенки неравномерно распределено вдоль окружающих стенок некруглых труб,...view