 English
English русский
русский

Факторы охлаждения пластика в зависимости от параметров литья
1. Проектирование пластиковых деталей: в основном зависит от толщины стенок пластиковых изделий. Чем больше толщина изделия, тем дольше время охлаждения. Обычно время охлаждения примерно пропорционально квадрату толщины пластикового изделия или 1,6-кратному максимальному диаметру литника, то есть если толщина пластикового изделия удваивается, время охлаждения увеличивается в 4 раза.
2. Материалы формы и методы охлаждения: материалы формы, включая сердечник, полость и материалы основания формы, оказывают большое влияние на скорость охлаждения, чем выше теплопроводность материала формы, тем лучше эффект передачи тепла от пластика за единицу времени, и тем короче время охлаждения.
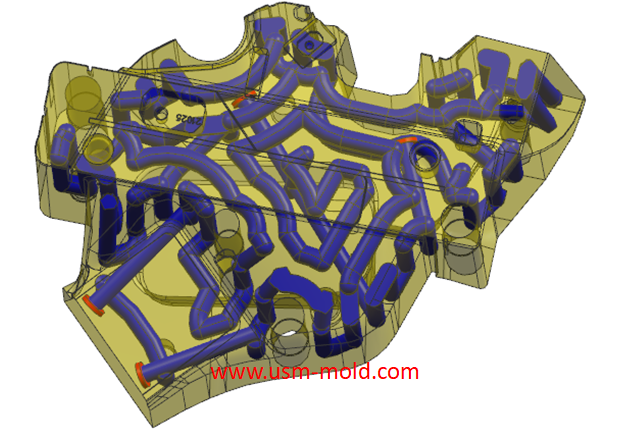
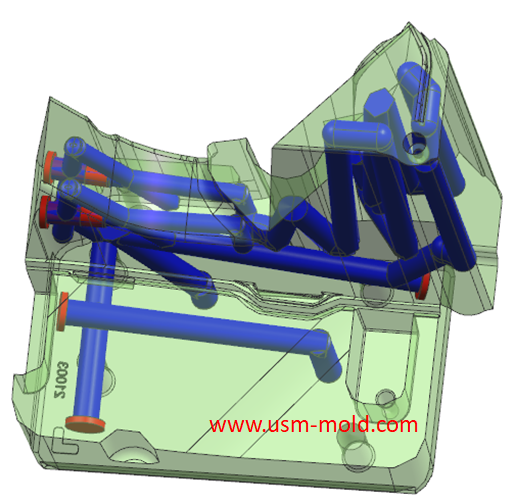
3. Конфигурация водяной трубы охлаждения: чем ближе водяная труба охлаждения к полости и сердечнику формы, чем больше диаметр трубы и больше их количество, тем лучше эффект охлаждения и короче время охлаждения.
4. Скорость потока хладагента: чем больше скорость потока охлаждающей воды (обычно для достижения турбулентного потока), тем лучше эффект отвода тепла охлаждающей водой посредством тепловой конвекции.
5. Характер хладагента: вязкость и теплопроводность хладагента также влияют на эффект теплопередачи формы, чем ниже вязкость хладагента, чем выше теплопроводность и ниже температура, тем лучше эффект охлаждения.
6. Выбор пластика: пластик характеризует скорость передачи тепла от горячей области к холодной, чем выше теплопроводность пластика, тем лучше эффект теплопроводности, или чем ниже удельная теплоемкость пластика, тем легче изменяется температура, поэтому тепло легко рассеивается, эффект теплопроводности лучше, а необходимое время охлаждения короче.
7. Настройка параметров обработки: чем выше температура материала, температура формы и ниже температура извлечения, тем дольше требуется время охлаждения.
8. Проектируемый охлаждающий литник должен обеспечивать равномерный и быстрый эффект охлаждения, цель проектирования системы охлаждения — поддерживать правильное и эффективное охлаждение формы, охлаждающие отверстия должны иметь стандартные размеры для облегчения обработки и сборки.
9. При проектировании системы охлаждения проектировщик формы должен определить следующие параметры проектирования на основе толщины стенок и объема пластиковой детали: местоположение и размер охлаждающего отверстия, длина отверстия, тип отверстия, конфигурация и соединение отверстия, а также скорость потока охлаждающей жидкости и свойства теплопередачи.


_20250310164515A048.webp "Форма для голосового выключателя")

Что такое литье под давлением?
Dec 28, 2021Процесс получения изделий, отлитых под давлением, называется литьем под давлением, или просто литьем. Литье под давлением — это важный метод обработки полимеров, характеризующийся коротким...view
Принципы проектирования вентиляционного канала
Mar 6, 2022Система вентиляции пластиковых форм также очень важна, если в изделии есть захват воздуха или система вентиляции неподходящая, это сильно повлияет на производство литья под давлением и качество...view
Банановый литник в проектировании системы литников пластиковой литьевой формы
Feb 7, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view
Оборудование для литья с газовой поддержкой
Apr 10, 2022Оборудование для газовой поддержки включает часть управления газовой поддержкой и генератор азота, это специальная и отдельная система от литьевой машины, и ее единственный интерфейс с литьевой...view
Введение в литье под давлением с водяной поддержкой
May 11, 2022Как и процесс литья с газовой поддержкой, литье с водяной поддержкой сначала впрыскивает кусок пластика в полость формы и сердечник, а затем впрыскивает воду, чтобы выдавить расплавленный пластик...view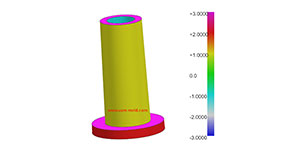
Что такое угол выгонки?
Dec 29, 2021Угол выгонки, также называемый углом извлечения из формы, — это угол, используемый для извлечения изделия из формы и проектируемый на поверхности разделения. Этот угол называется углом выгонки, как показано...view