 English
English русский
русский

Нагрев пластиковой литьевой формы
Когда процесс литья пластика под давлением требует температуры формы выше 80°C, в форме должна быть предусмотрена система регулировки температуры с функцией нагрева. Кроме того, термопластичное литье под давлением часто требует нагрева формы перед формованием в холодную зиму, потому что, если погода слишком холодная, расплавленный пластик затвердевает до того, как будет впрыснут в форму, и не может заполнить всю полость. Термореактивные формы также нуждаются в нагреве, сохранении тепла и удержании давления во время процесса формования для затвердевания сырья, формы для обработки бакелита и сухие пресс-формы для обработки эпоксидной смолы Gabu не имеют системы литников, но их нужно нагревать.
Методы нагрева формы включают: горячую воду, горячее масло, пар, резистивную нагревательную трубу и т.д.
Метод нагрева водой и маслом:
Горячая вода, горячее масло и пар также используются для нагрева формы через охлаждающий канал в форме, структура формы и принципы проектирования полностью совпадают с охлаждающим водяным каналом, использование горячей воды и горячего масла для нагрева формы требует вспомогательного оборудования — контроллера температуры формы, который широко используется в литьевых формах, его основные функции следующие:
1. Повышение эффективности формования пластиковых деталей;
2. Снижение производства дефектных изделий;
3. Улучшение качества внешнего вида и снижение дефектов пластиковых деталей;
4. Увеличение скорости производства, снижение энергопотребления и экономия энергии.
Существует два типа контроллеров температуры формы: водяные и масляные контроллеры температуры формы (см. рисунок 1 и рисунок 2).
Особенности водяного контроллера температуры:
1. Диапазон рабочей температуры 40–180℃, точность ±1℃;
2. Простое сенсорное управление компьютером;
3. Автоматическая вентиляция;
4. Есть отображение температуры воды на выходе и возврате;
5. Трубы из нержавеющей стали для снижения сопротивления труб и ржавчины;
6. Неисправность отображается, и обслуживание не требует профессионалов.
Особенности масляного контроллера температуры:
1. Контроллер температуры использует сенсорное внутреннее хранилище, автоматический расчет, точный и надежный, может контролироваться в пределах ±2℃, экономя более 35% электроэнергии;
2. Две группы нагревательных труб могут использоваться отдельно или вместе;
3. Время нагрева и охлаждения быстрое, температура стабильна;
4. Нагревательная труба изготовлена из нержавеющей стали;
5. Совершенная система защиты и индикации неисправностей;
6. Используются импортные высококачественные компоненты, долгий срок службы;
7. Легко управлять и обслуживать.

Водяной контроллер температуры
.png)
Масляный контроллер температуры

_20250310164515A048.webp "Форма для пластиковой коробки")

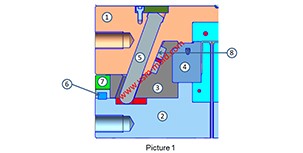
Сборка слайдера бокового механизма вытяжки сердечника
Jul 21, 2022На рисунке 1 показан типичный механизм разделения и вытяжки сердечника слайдера, приводимый в действие направляющим штифтом, мы поговорим о составе и функциях бокового механизма вытяжки сердечника...view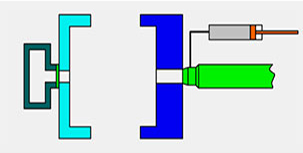
Различия между полным и коротким выстрелом при литье с газовой поддержкой
Apr 13, 2022Литье с газовой поддержкой можно разделить на короткий выстрел и полный выстрел. Короткий выстрел Метод короткого выстрела показан на рисунке 1, он подходит для толстостенных пластиковых деталей с низким...view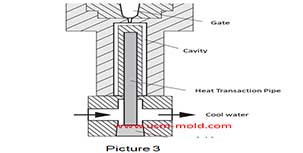
Обычные охлаждающие литники пластиковой литьевой формы
Feb 17, 20221. Прямой охлаждающий водяной литник: прямой охлаждающий литник — наиболее часто используемый литник для пластиковой литьевой формы, а также самый удобный тип охлаждения для обработки...view_20250317091113A018.jpg)
Основные моменты проектирования литья с газовой поддержкой
Apr 17, 20221. Сначала определите подходящие области толщины стенок, которые нужно впрыснуть и выдолбить, а затем решите, как соединить их с газовым каналом; 2. Газовый канал должен быть расположен сбалансированно...view
Принципы проектирования вентиляционного канала
Mar 6, 2022Система вентиляции пластиковых форм также очень важна, если в изделии есть захват воздуха или система вентиляции неподходящая, это сильно повлияет на производство литья под давлением и качество...view
Проектирование ребер пластиковых деталей
Jan 4, 2022Роль ребер заключается в повышении прочности и жесткости пластиковых деталей, предотвращении их перекоса и деформации, а также в том, что они не вызывают усадки внешнего вида изделия из-за увеличения жесткости...view