 English
English русский
русский

Основные причины захвата воздуха в пластиковой литьевой форме
Во время процесса литья под давлением на переднем конце тонких ребер может произойти захват воздуха и выгорание пластика, а также это может привести к тому, что литая деталь станет черной и обуглится.
Механизм выгорания из-за захвата воздуха заключается в том, что когда воздух в полости формы выдавливается расплавленным пластиком, поступающим в полость, воздух нагревается из-за сжатия, если он находится в герметичном состоянии без выхода, что приводит к горению и выгоранию.
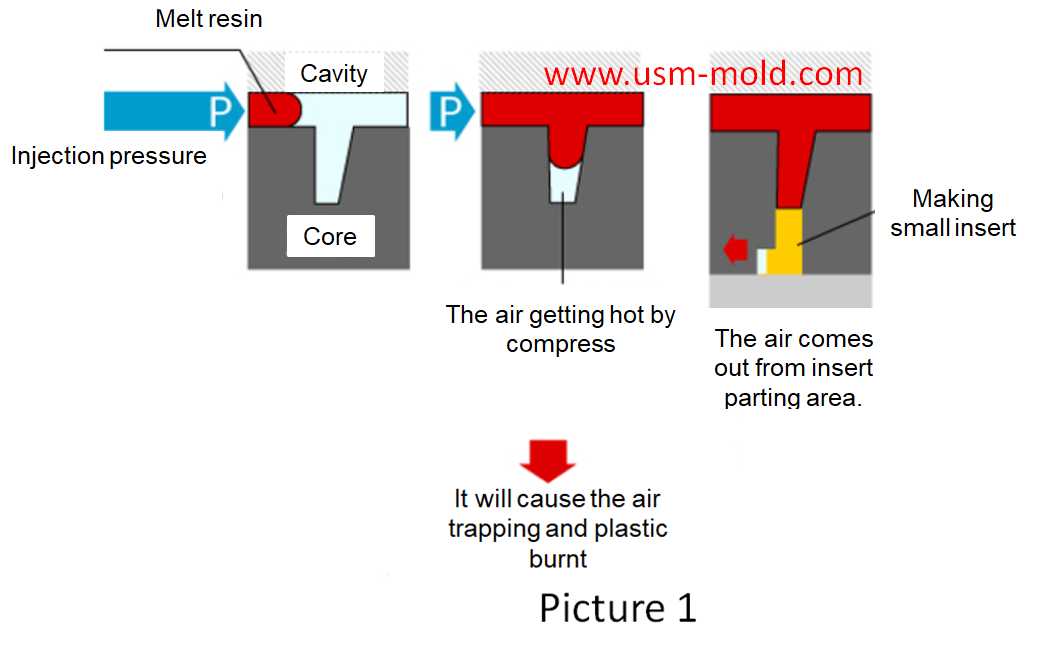
Поскольку воздух — это газ, он может сжиматься, но при сжатии выделяет тепло, это как при накачивании шин велосипеда насосом — насос нагревается.
Сжатие остаточного воздуха в полости обычно происходит за короткое время около 0,1–0,5 секунды, поскольку оно сжимается под высоким давлением 200–500 кгс на квадратный сантиметр, легко нагревается до точки воспламенения пластика (как показано на рисунке 1).
Поэтому для некоторых тонких ребер, столбов и других особенностей изделия в форме с газовым впрыском необходимо сделать вентиляционный канал, чтобы газ в форме мог быть выведен наружу из полости.



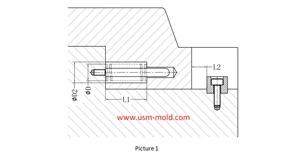
Расчет длины и прочности пружины ползуна
Apr 22, 2024Размеры обработки: 1. ØD2=ØD+2 2. Ll = общая длина пружины (L) - предварительное натяжение пружины (N) - расстояние вытягивания сердечника ползуна (L2) Расчет длины пружины: (см. рисунок 1 для расчета длины)...view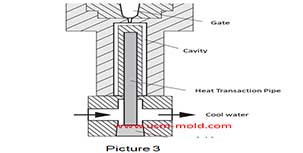
Обычные охлаждающие литники пластиковой литьевой формы
Feb 17, 20221. Прямой охлаждающий водяной литник: прямой охлаждающий литник — наиболее часто используемый литник для пластиковой литьевой формы, а также самый удобный тип охлаждения для обработки...view
Пять основных этапов процесса производства литьевых форм
Dec 9, 2021Производство литьевых форм можно грубо разделить на следующие этапы: Анализ процесса пластиковых изделий. Перед проектированием формы дизайнер должен полностью проанализировать и изучить, соответствует ли...view
Ключевые моменты процесса литья с газовой поддержкой
Apr 20, 2022Параметры впрыска газа Часть управления газовой поддержкой — это устройство, которое контролирует давление газа на каждом этапе, параметры газовой поддержки имеют только два значения: время впрыска газа...view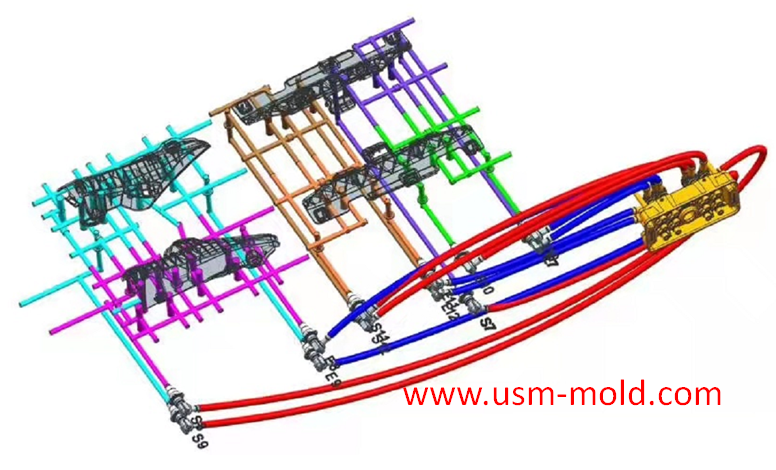
Температурная система литьевой формы
Feb 8, 2022Привет всем, время охлаждения формы самое длительное во время литья, поэтому проектирование системы контроля температуры формы очень важно, мы поговорим о системах охлаждения и нагрева формы в следующих...view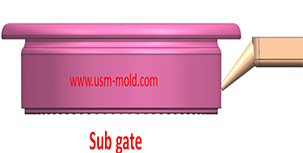
Подлитник системы литников пластиковой литьевой формы
Jan 26, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view