 English
English русский
русский

Ключевые моменты процесса литья с газовой поддержкой
Параметры впрыска газа
Часть управления газовой поддержкой — это устройство, которое контролирует давление газа на каждом этапе. Параметры газовой поддержки имеют только два значения: время впрыска газа (в секундах) и давление впрыска газа (в МПа). Процесс литья с газовой поддержкой заключается в том, чтобы впрыснуть расплавленный пластик в форму и одновременно впрыснуть газ высокого давления. Между расплавленным пластиком и газом происходит сложное двухфазное взаимодействие, поэтому контроль параметров процесса очень важен. Методы контроля каждого параметра следующие:
.png)
1. Объем впрыска
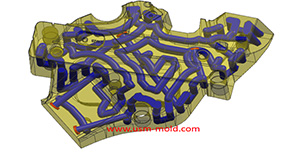
Литье с газовой поддержкой использует метод «короткого выстрела», то есть определенное количество материала (обычно 70–95% при полном заполнении) впрыскивается в полость формы и сердечник, а затем впрыскивается газ для достижения полного заполнения. Объем впрыскиваемого расплава сильно связан с газовым каналом формы и структурой полости формы с сердечником: чем больше сечение газового канала, тем легче газу проникать и тем выше степень выдалбливания, что подходит для использования большего «коэффициента короткого выстрела». Если в этот момент используется слишком много материала, легко возникает накопление расплава, и в местах с большим количеством материала появляются усадочные метки; если материала слишком мало, это приведет к прорыву. Если направление газового канала и потока материала полностью совпадают, это наиболее способствует проникновению газа, и степень выдалбливания воздушного пути максимальна. Поэтому при проектировании формы старайтесь сохранять газовый канал и направление потока одинаковыми.
2. Скорость впрыска и давление удержания
При условии, что характеристики детали не имеют дефектов, используйте максимально высокую скорость впрыска, чтобы расплав заполнил полость формы с сердечником как можно быстрее. Температура расплавленного пластика остается высокой в этот момент, что способствует проникновению газа и заполнению формы. Газ сохраняет определенное давление после того, как выталкивает расплав для заполнения полости формы с сердечником, что эквивалентно стадии удержания давления в традиционном литье под давлением. Как правило, процесс литья с газовой поддержкой может исключить процесс удержания давления литьевой машины. Однако для некоторых деталей все же необходимо использовать определенное давление литья для обеспечения качества детали по структурным причинам. Но не используйте слишком высокое давление удержания, потому что слишком высокое давление закроет газовую иглу, газ в полости и сердечнике не сможет быть извлечен, и при открытии формы легко произойдет взрыв. Высокое давление удержания также препятствует проникновению газа, а увеличение давления удержания при литье может вызвать большие усадочные метки на поверхности детали.
3. Давление газа и скорость впрыска газа
Давление газа сильно связано с текучестью материала. Материалы с хорошей текучестью (например, PP) используют более низкое давление впрыска газа. Большое давление газа облегчает проникновение, но может легко привести к прорыву детали; малое давление газа может вызвать недостаточное заполнение формы, недозаполнение или усадочные метки на поверхности детали; высокая скорость впрыска газа позволяет заполнить форму, когда температура расплава еще высока. Для форм с длинными процессами или маленьким газовым каналом увеличение скорости впрыска газа способствует заполнению расплава и может улучшить качество поверхности детали. Однако если скорость впрыска газа в процессе литья с газовым впрыском слишком велика, может произойти прорыв, а для деталей с большим газовым каналом это может вызвать следы потока и газовые метки на поверхности детали.
4. Время задержки
Время задержки — это время от начала впрыска литьевой машины до впрыска газа частью управления газовой поддержкой, которое можно рассматривать как параметр «синхронизации» обратного отображения пластика и впрыска газа. Короткое время задержки, когда расплав еще находится при более высокой температуре, очевидно, лучше для проникновения газа и заполнения формы, но если время задержки слишком короткое, газ легко расходится, форма выдалбливания получается плохой, и степень выдалбливания также недостаточна.
_20250310164515A048.webp "Форма для пластикового выключателя")


Факторы охлаждения пластика в зависимости от параметров литья
Feb 10, 20221. Проектирование пластиковых деталей: в основном зависит от толщины стенок пластиковых изделий. Чем больше толщина изделия, тем дольше время охлаждения. Обычно время охлаждения примерно...view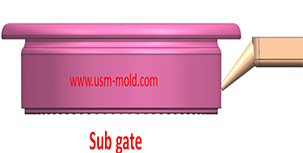
Подлитник системы литников пластиковой литьевой формы
Jan 26, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view
Причины создания вентиляционной системы литьевой формы
Feb 28, 2022Газ в литьевой форме включает не только воздух в полости, но и воздух в литнике, а также газ разложения, образующийся из пластикового расплава, и пар, вызванный пластиком при высоких температурах...view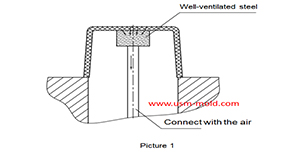
Хорошо вентилируемая сталь для вентиляционного дизайна литых деталей
Mar 14, 2022Хорошо вентилируемая сталь — это спеченный сплав, это пористый материал, спеченный из сферических частиц сплава, размер пор составляет 7–10 мкм, прочность низкая, но текстура рыхлая, что позволяет...view
Советы по проектированию слайдеров 1
Aug 3, 20221. После того как сердечник слайдера выдвинут, длина пребывания в пазу направляющего штифта не должна быть менее 2/3 общей длины слайдера; в особых случаях паз слайдера может быть частично...view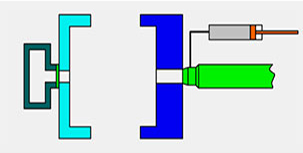
Различия между полным и коротким выстрелом при литье с газовой поддержкой
Apr 13, 2022Литье с газовой поддержкой можно разделить на короткий выстрел и полный выстрел. Короткий выстрел Метод короткого выстрела показан на рисунке 1, он подходит для толстостенных пластиковых деталей с низким...view