 English
English русский
русский

Сборка слайдера бокового механизма вытяжки сердечника
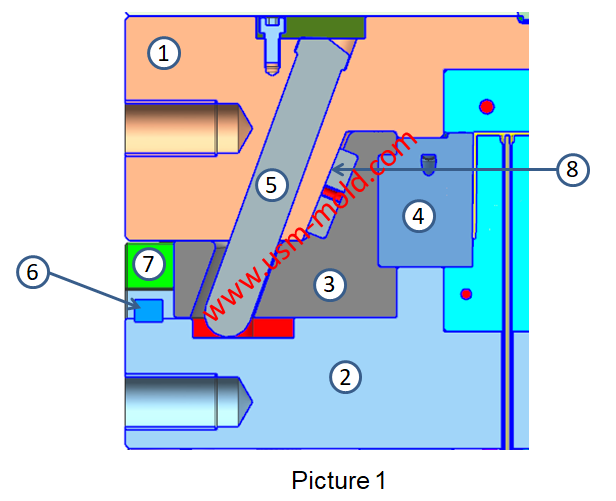
На рисунке 1 показан типичный механизм разделения и вытяжки сердечника слайдера, приводимый в действие направляющим штифтом, мы поговорим о составе и функциях бокового механизма вытяжки сердечника.
1. Боковые формирующие части: боковые формирующие части — это боковые вогнутые или выпуклые части (включая боковые отверстия, включая боковые сердечники и формирующие блоки и т.д.) формованных пластиковых деталей, например, вставка слайдера 4 на рисунке 1;
2. Подвижные части: подвижные части — это части, которые устанавливают и приводят в движение боковые формирующие блоки или сердечники и перемещаются внутри направляющего штифта, например, слайдер, показанный на рисунке 1;
3. Передающие части: передающие части — это части, которые приводят в движение подвижные части для бокового разделения при открытии формы или для возврата при закрытии формы, например, наклонный штифт 5 на рисунке 1, типы передающих частей: привод кулачка с изогнутым рычагом, привод гидравлического цилиндра, привод воздушного цилиндра и т.д.;
4. Запирающие части: чтобы предотвратить смещение подвижных частей под боковым давлением во время впрыска, устанавливаются части, называемые запирающими частями, например, клиновая поверхность затяжки 8 на рисунке 1;
5. Ограничивающие части: чтобы подвижные части оставались в нужном положении после бокового разделения или вытяжки сердечника, и чтобы передающие части могли плавно возвращаться при закрытии формы, подвижные части должны быть установлены в боковом направлении, ограничивающие части в конце разделения или боковой вытяжки сердечника, например, ограничительный блок 6 на рисунке 1;
6. Направляющие части: направляющие части — это слайдер, который ограничивает движение слайдера в правильном направлении при перемещении, как показано на направляющих рельсах 7 на рисунке 2.



Принцип баланса температуры формы в проектировании системы охлаждения пластиковой формы
Feb 21, 2022Принцип баланса температуры формы: 1. Из-за сложности пластиковых деталей и структуры формы трудно сделать температуру формы полностью一致ной, но следует стремиться к тому, чтобы температура...view
Факторы, влияющие на скорость охлаждения деталей при литье под давлением
Feb 9, 2022Деталь должна быть сформирована путем охлаждения для получения стабильной пластиковой детали после заполнения полости и стороны сердечника пластиком, поэтому большинство литьевых форм должны быть оснащены...view
Прямой литник в проектировании системы литников пластиковой литьевой формы
Jan 19, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view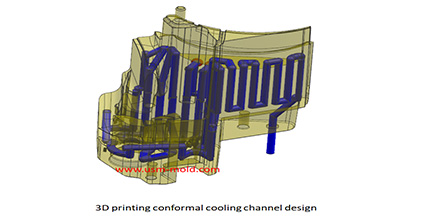
Принципы проектирования системы охлаждения пластиковой литьевой формы
Feb 13, 2022Принципы проектирования системы охлаждения Для повышения эффективности системы охлаждения и обеспечения равномерного распределения температуры на поверхности полости следует соблюдать следующие принципы...view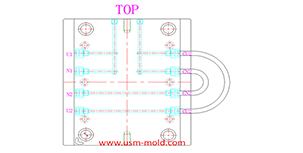
Различные принципы обработки системы охлаждения пластиковой литьевой формы
Feb 22, 2022Принципы различной обработки: 1. Температура формы различается в зависимости от используемого пластика, когда пластик требует температуры формования формы ≥80°C, форма должна быть нагрета...view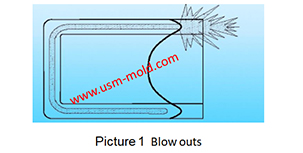
Дефекты изделий при литье с газовой поддержкой и их решения
Apr 28, 2022Распространенные дефекты и решения при литье с газовой поддержкой: 1. Газ выдувает расплав, как на рисунке 1. Причина: недостаточное предварительное заполнение. Когда пластиковая деталь представляет собой...view