 English
English русский
русский

Усадка при формовании пластика
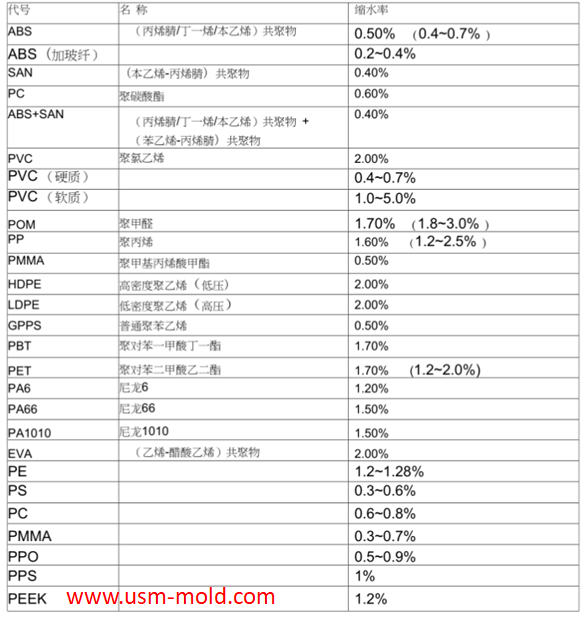
Пластиковые детали уменьшаются в размере из-за усадки, вызванной снижением температуры в процессе формования, и эта усадка выражается коэффициентом усадки. Обычные коэффициенты усадки пластика показаны на рисунке 1.
Расчет усадки: S=(P-L)/S*100%
S: коэффициент усадки
P: размер формы при комнатной температуре
L: размер пластиковой детали при комнатной температуре
Процесс усадки пластиковых деталей: усадка пластиковых деталей делится на два процесса: усадка в жидком состоянии и усадка в твердом состоянии. Усадка в жидком состоянии зависит от поддержания давления и усадки литьевой машины, что не влияет на размер деталей. Усадка в твердом состоянии делится на два процесса: усадка пластиковой детали в полости формы и усадка после извлечения из формы. Усадка пластиковых деталей в полости формы различается в зависимости от размеров: свободная усадка, затрудненная усадка и смешанная усадка, как показано на рисунке 2. Затрудненный размер L1 почти не усаживается в полости из-за препятствия сердечника, тогда как размеры свободной усадки L2, L3 и смешанной усадки L начинают усаживаться после затвердевания в полости. Пластиковая деталь усаживается больше всего в течение 10 часов после извлечения из формы и становится в основном стабильной через 48 часов, но окончательная стабильность достигается через 30–60 дней. Усадка после 48 часов также называется последующей усадкой.
На точность размеров пластиковых деталей влияет множество факторов, и наиболее важным и трудно контролируемым является колебание усадки пластика. Основные факторы, вызывающие колебания усадки пластика, следующие:
1. Давление впрыска: чем больше давление в полости, тем меньше усадка после формования; коэффициенты усадки аморфных и кристаллических пластиков уменьшаются с увеличением внутреннего давления линейно и по кривой соответственно.
2. Температура впрыска: с повышением температуры увеличивается коэффициент расширения пластика, и коэффициент усадки пластиковых деталей возрастает, однако с увеличением температуры плотность расплава увеличивается, но коэффициент усадки уменьшается. В результате одновременного действия этих двух факторов коэффициент усадки обычно уменьшается с ростом температуры.
3. Температура формы: в общем случае, чем выше температура формы, тем больше усадка затрудненного размера L1, меньше усадка размеров свободной усадки L2 и L3, а смешанная усадка размера L зависит от значений L1 и (L2+L3). Если L1>(L2+L3), коэффициент усадки уменьшается с ростом температуры формы, в противном случае он увеличивается с ростом температуры формы.
4. Время формования: чем дольше время поддержания давления во время формования, тем полнее заполнение и меньше коэффициент усадки; одновременно увеличивается ориентация замораживания пластика, внутреннее напряжение пластиковой детали также велико, и коэффициент усадки тоже увеличивается. Чем дольше время охлаждения при формовании, тем полнее затвердевание пластика и меньше коэффициент усадки.
5. Геометрическая структура и толщина стенок пластиковых деталей: сильная асимметрия в структуре пластиковых деталей и неравномерная толщина стенок приводят к неравномерной усадке различных частей пластиковых деталей.
6. Размер впускного отверстия: чем больше размер впускного отверстия, тем плотнее пластиковые детали и меньше усадка.
7. Армированные пластики, такие как стекловолокно: коэффициент усадки уменьшается с увеличением количества наполнителя из стекловолокна, но размер остается стабильным.


_20250310164515A048.webp "Форма для пластиковой коробки")
Различные принципы обработки системы охлаждения пластиковой литьевой формы
Feb 22, 2022Принципы различной обработки: 1. Температура формы различается в зависимости от используемого пластика, когда пластик требует температуры формования формы ≥80°C, форма должна быть нагрета...view
Температурная система литьевой формы
Feb 8, 2022Привет всем, время охлаждения формы самое длительное во время литья, поэтому проектирование системы контроля температуры формы очень важно, мы поговорим о системах охлаждения и нагрева формы в следующих...view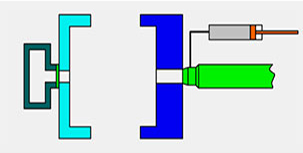
Различия между полным и коротким выстрелом при литье с газовой поддержкой
Apr 13, 2022Литье с газовой поддержкой можно разделить на короткий выстрел и полный выстрел. Короткий выстрел Метод короткого выстрела показан на рисунке 1, он подходит для толстостенных пластиковых деталей с низким...view
Принцип баланса температуры формы в проектировании системы охлаждения пластиковой формы
Feb 21, 2022Принцип баланса температуры формы: 1. Из-за сложности пластиковых деталей и структуры формы трудно сделать температуру формы полностью一致ной, но следует стремиться к тому, чтобы температура...view
Методы контроля температуры пластиковой литьевой формы
Feb 15, 2022За исключением теплового излучения и тепловой конвекции от формы, большая часть тепла, внесенного в форму пластиком, должна быть выведена из формы циркулирующим теплоносителем путем...view
Дефекты изделий при литье с газовой поддержкой и их решения
Apr 28, 2022Распространенные дефекты и решения при литье с газовой поддержкой: 1. Газ выдувает расплав, как на рисунке 1. Причина: недостаточное предварительное заполнение. Когда пластиковая деталь представляет собой...view