 English
English русский
русский

Определение положения литника в проектировании системы литников пластиковой литьевой формы
При выборе положения литника следует обратить внимание на следующие моменты:
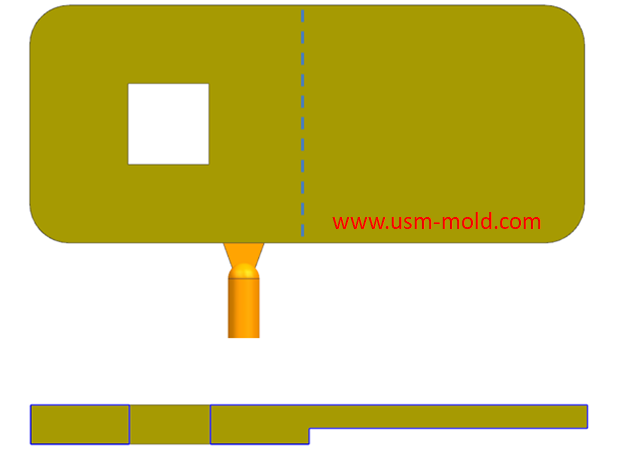
1. Положение литника следует устанавливать в месте максимальной толщины стенки пластиковой детали, чтобы пластиковый расплав тек от толстой стенки к тонкой, а поток от литника к полости был практически одинаковым, как показано на рисунке 1. Если пластиковый расплав идет от узкой области к более толстой или открытой области, возникнет явление струи, которое не только вызовет следы потока, но и приведет к резкому падению скорости и температуры расплава, тем самым влияя на качество детали;
2. Положение литника следует устанавливать в направлении основного усилия пластиковой детали, поскольку растягивающее и сжимающее напряжение в направлении потока расплава очень велико, особенно для армированных пластиков с стекловолокном, это особенно заметно;
3. При выборе положения литника следует учитывать требования к размерам деталей, поскольку, когда пластиковый расплав заполняет полость через литник, усадка пластиковой детали в направлении, параллельном потоку расплава, и перпендикулярном ему, различается, поэтому следует учитывать направленность деформации и усадки пластика.
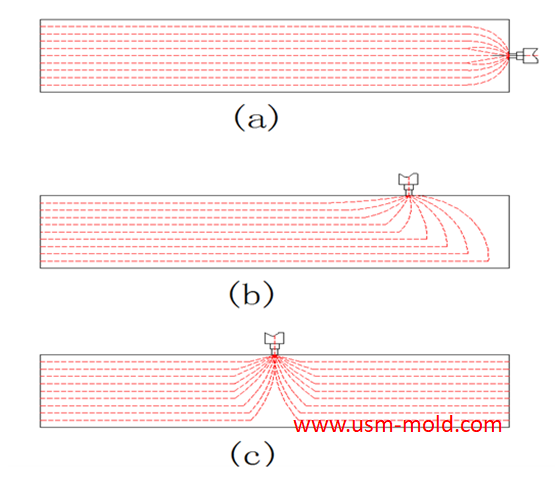
Для длинных и плоских пластиковых деталей положение литника следует выбирать с одной стороны пластиковой детали, чтобы деталь получила одинаковую усадку в направлении потока, как показано на рисунке 2(a); если поток пластиковой детали относительно большой, положение литника можно немного сместить к центру, как показано на рисунке 2(b); но не рекомендуется устанавливать литник в середине пластиковой детали, из рисунка 2(c) видно, что, когда литник размещен в середине пластиковой детали, поток смолы радиальный, что вызывает деформацию пластиковых деталей из-за неравномерной радиальной и тангенциальной усадки, мы обсудим это в следующей статье;
4. При проектировании литника следует учитывать удобство удаления литника, и не должно оставаться следов на пластиковой детали после коррекции литника, чтобы обеспечить качество внешнего вида пластиковой детали;
5. Чтобы избежать появления сварных швов на главной поверхности или влияния на прочность пластиковых деталей, в соответствии с требованиями заказчика к пластиковым деталям, линию сварки следует контролировать в более скрытом и менее нагруженном положении, а также избегать формирования линии сварки между отверстиями, снижая прочность пластиковой детали.
6. Предотвратить деформацию длинных стержневых изделий под действием давления впрыска;
7. Избежать влияния на сборку между деталями или оставления следов на открытой поверхности;
8. Чтобы предотвратить появление змеевидных узоров и следов выгорания, следует использовать ударный литник или язычковый литник;
9. Положение литника должно способствовать отводу газов;
10. Для формы с несколькими полостями одинаковые пластиковые детали должны подаваться с одного и того же места, и приоритет следует отдавать установке литника в соответствии с сбалансированным расположением литников;
11. Учитывайте эффективность производства литья под давлением, чтобы облегчить отделение системы литников и пластиковых деталей, после определения структуры формы следует учитывать легкое отделение системы литников и пластиковых деталей. Использование точечных литников, подлитников и дуговых литников может реализовать автоматическое отделение системы литников и пластиковых деталей, при выборе положения подлитника следует учитывать структуру самой пластиковой детали, а также снизить давление впрыска и избежать трудностей с удалением литника во время производства. Например, боковые литники, подлитники и круглые литники легче удалить, тогда как прямые литники, веерные литники и защитные ушные литники сложнее удалить;
12. Для больших и сложных изделий после выбора положения литника мы обычно используем программное обеспечение анализа потока формы (CAE) для анализа потока формы, чтобы заранее выявить возможные проблемы.
Мы поделимся несколькими распространенными типами литников в следующих статьях.

_20250310164515A048.webp "Форма для корпуса видеодомофона")

Открытие блога USM
Oct 27, 2021Здравствуйте всем! Наш блог открывается сегодня, мы очень рады иметь возможность встретиться с вами здесь, добро пожаловать к нам в любое время, когда вам это понадобится. USM — это профессиональная компания по производству пластиковых литьевых форм и литью...view
Советы по проектированию угла ползуна
Dec 4, 20231. Обычно все углы вставки ползуна не должны быть менее 3°, чтобы избежать чрезмерной силы самоблокировки и царапин; 2. Угол поверхности блокировки должен быть больше угла углового штифта на 2° или более;...view
Основные моменты проектирования системы литников пластиковой формы
Jan 11, 2022Главный литник — это часть, через которую расплавленный пластик проходит первым, когда он выстреливается из сопла впрыска, и он соосен с соплом впрыска, из-за повторяющихся контактов и столкновений...view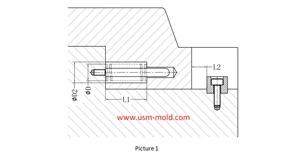
Расчет длины и прочности пружины ползуна
Apr 22, 2024Размеры обработки: 1. ØD2=ØD+2 2. Ll = общая длина пружины (L) - предварительное натяжение пружины (N) - расстояние вытягивания сердечника ползуна (L2) Расчет длины пружины: (см. рисунок 1 для расчета длины)...view
Введение в литье под давлением с водяной поддержкой
May 11, 2022Как и процесс литья с газовой поддержкой, литье с водяной поддержкой сначала впрыскивает кусок пластика в полость формы и сердечник, а затем впрыскивает воду, чтобы выдавить расплавленный пластик...view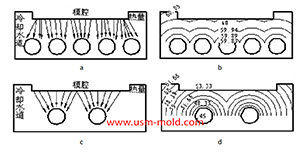
Факторы, влияющие на скорость охлаждения деталей при литье под давлением
Feb 9, 2022Деталь должна быть сформирована путем охлаждения для получения стабильной пластиковой детали после заполнения полости и стороны сердечника пластиком, поэтому большинство литьевых форм должны быть оснащены...view