 English
English русский
русский

Что такое угол выгонки?
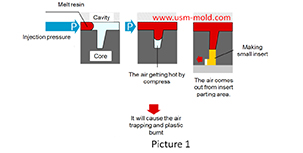
Угол выгонки, также называемый углом извлечения из формы, — это угол, используемый для извлечения изделия из формы и проектируемый на поверхности разделения. Этот угол называется углом выгонки, как показано на рисунке 1.
Существует два распространенных способа обозначения угла выгонки:
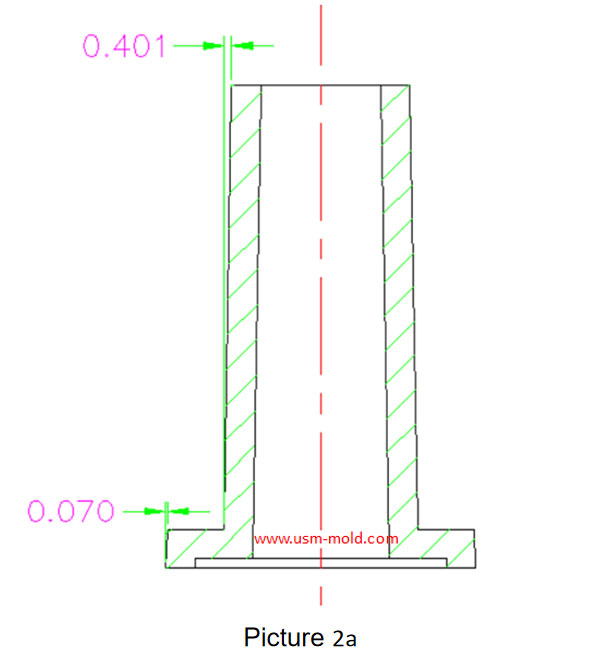
1. Использование размерного расстояния, как показано на рисунке 2a: горизонтальное расстояние угла выгонки обозначается размерами. Этот способ обычно используется для изделий с большей высотой и строгими требованиями к размерам деталей, что помогает заказчику напрямую и четко понять размеры изделия;
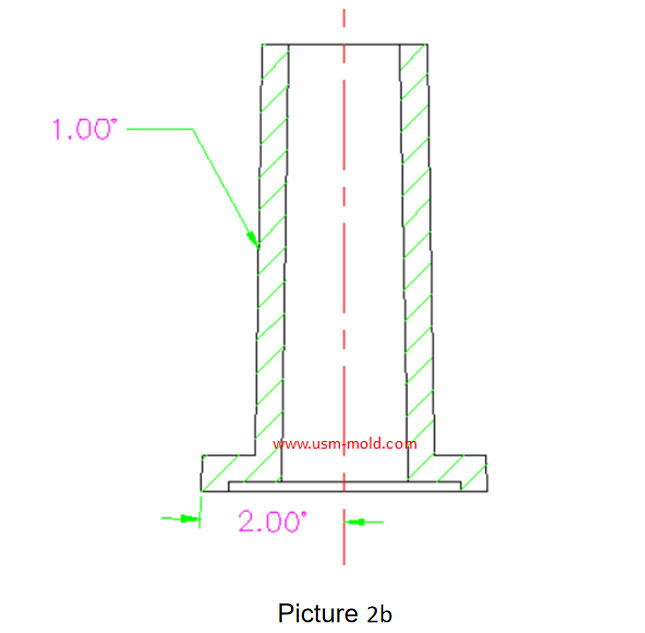
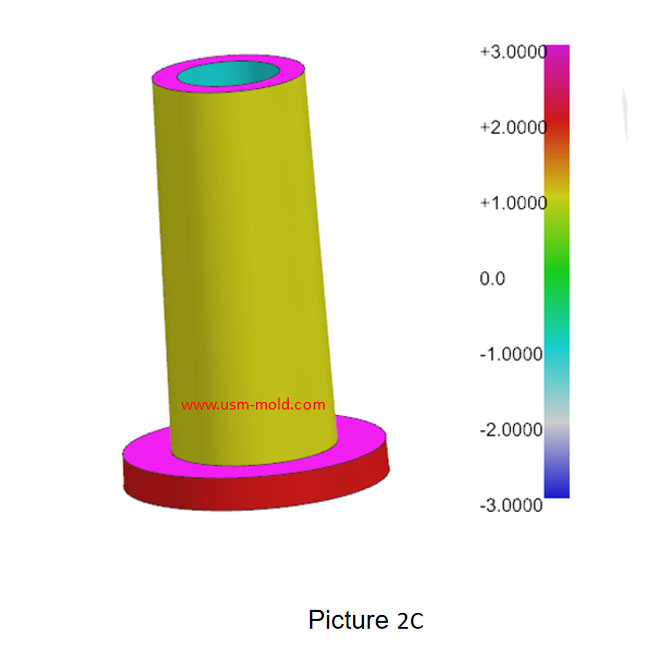
2. Использование углового размера, как показано на рисунке 2b: угол выгонки обозначается на поверхности детали, и угол выгонки остается неизменным независимо от длины изделия. Этот способ обычно используется на поверхности деталей и ребрах, это наиболее распространенный способ обозначения. Мы также используем его для анализа угла выгонки, но обозначаем его цветом для выражения разных углов выгонки, как показано на рисунке 2c.
Факторы, определяющие угол выгонки
1. Тип пластикового материала: разные пластики обладают разной прочностью и жесткостью, а их вязкость различается, поэтому угол выгонки также будет разным. Угол выгонки будет относительно небольшим для жестких материалов, таких как PC, PA66+GF30 и других, но для слабо жесткого материала PP, материала с высокой вязкостью POM и т.д. требуется больший угол выгонки;
2. Усадка при формовании: когда коэффициент усадки большой, пластиковое изделие плотно прилегает к полости и сердечнику и имеет малую адгезию, необходимо увеличить угол выгонки для внутренней поверхности и уменьшить угол выгонки для внешней поверхности. Но когда коэффициент усадки мал, плотность изделия к полости и сердечнику мала, и угол выгонки также мал;
3. Толщина стенок: плотность мала, когда толщина стенок очень мала, поэтому угол выгонки может быть меньше, но угол выгонки будет больше, когда толщина велика;
4. Точность размеров: угол выгонки должен быть меньше при высоких требованиях к точности размеров, но для обычной точности размеров угол выгонки будет больше;
5. Требования к поверхности детали: угол выгонки должен быть больше, когда требования к поверхности детали выше, например, при зеркальной полировке угол выгонки должен быть не менее 3 градусов, но для текстурированной поверхности угол выгонки должен быть определен в соответствии с номером текстуры.
Какое влияние оказывает отсутствие угла выгонки на изделие?
Поверхность детали легко поцарапается, если не сделать угол выгонки после извлечения из формы, или извлечение из формы будет затруднено.
Кто определяет угол выгонки?
Дизайнер изделия проектирует угол выгонки при разработке детали, но есть некоторые изделия без угла выгонки. В таком случае USM добавляет его при проведении анализа DFM и возвращает результаты нашим заказчикам или помогает спроектировать угол выгонки, если это требуется заказчикам, после чего он утверждается конечными заказчиками.
USM специализируется на прецизионных пластиковых литьевых формах и литье под давлением с более чем 16-летним опытом, обладая способностью производить формы по высоким международным стандартам, сильными инженерными и дизайнерскими возможностями, агрессивными сроками поставки и конкурентоспособной ценой, что продолжает оставаться фактором успеха USM.


_20250310164515A048.webp "Форма для пластикового выключателя")
Основные причины захвата воздуха в пластиковой литьевой форме
Mar 1, 2022Во время процесса литья под давлением на переднем конце тонких ребер может произойти захват воздуха и выгорание пластика, а также это может привести к тому, что литая деталь станет черной и...view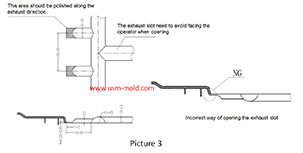
Стандарт проектирования вентиляционного канала
Mar 3, 2022Система вентиляции должна обеспечивать плавный отвод газа из полости и предотвращать попадание материала в вентиляционные каналы, что может вызвать облой изделия или засорение газового канала...view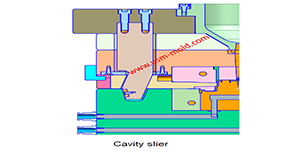
Что такое механизмы бокового разделения и вытяжки сердечника и их функции?
May 31, 2022Когда на внутренней или внешней стороне пластиковых деталей, изготовленных методом литья под давлением, есть отверстия, полости или сердечники, отличающиеся от направлений открытия и закрытия формы...view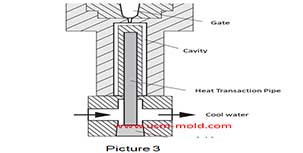
Обычные охлаждающие литники пластиковой литьевой формы
Feb 17, 20221. Прямой охлаждающий водяной литник: прямой охлаждающий литник — наиболее часто используемый литник для пластиковой литьевой формы, а также самый удобный тип охлаждения для обработки...view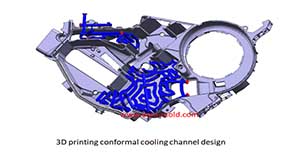
Методы контроля температуры пластиковой литьевой формы
Feb 15, 2022За исключением теплового излучения и тепловой конвекции от формы, большая часть тепла, внесенного в форму пластиком, должна быть выведена из формы циркулирующим теплоносителем путем...view_20250317091113A018.jpg)
Основные моменты проектирования литья с газовой поддержкой
Apr 17, 20221. Сначала определите подходящие области толщины стенок, которые нужно впрыснуть и выдолбить, а затем решите, как соединить их с газовым каналом; 2. Газовый канал должен быть расположен сбалансированно...view