 English
English русский
русский

Дизайн вентиляционных вставок для литых деталей
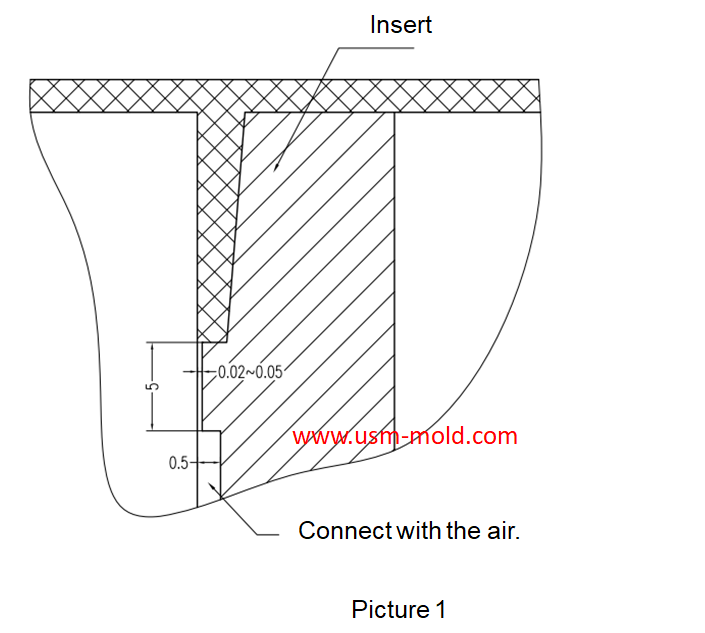
В тонкостенной полости, конце потока расплава, дне глухого отверстия полости формы, конце сплошного столба пластиковой детали, дне ребра и винтового столба пластиковой детали, а также в углах сложной полости чаще всего возникает захват воздуха. Вентиляция в этих областях в основном зависит от вентиляционного канала на запорной поверхности между вставками и вентиляционного канала.
Вентиляционный дизайн литых деталей:
a. Когда конец потока материала не находится на поверхности разделения из-за ограничений структуры полости, можно использовать зазор соответствия между формованными частями для вентиляции;
b. Некоторые части формовочных деталей, составляющих полость, такие как выталкивающие стержни, выталкивающие штифты, подвижные части и т.д., полость или сердечник чаще всего используются для свободной посадки, и зазор соответствия велик; если он спроектирован на стороне конца потока материала, он также может служить для отвода газа, и в этом случае нет необходимости устанавливать вентиляционную систему;
c. Когда скорость вентиляции не соответствует требованиям, на соответствующих частях можно установить вентиляционную структуру для увеличения скорости вентиляции (см. рисунок ниже);
d. Переходные вставки должны иметь вентиляционный канал на конце потока материала заранее (см. рисунок ниже);
e. Трехступенчатый вентиляционный канал должен быть открыт наружу формы и соединен с воздухом;
f. Вентиляционный канал между вставками легко забивается пластиковым порошком или следами и должен регулярно очищаться.



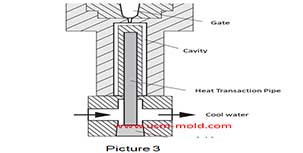
Обычные охлаждающие литники пластиковой литьевой формы
Feb 17, 20221. Прямой охлаждающий водяной литник: прямой охлаждающий литник — наиболее часто используемый литник для пластиковой литьевой формы, а также самый удобный тип охлаждения для обработки...view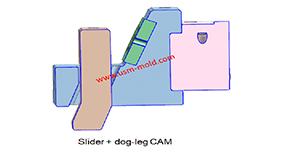
Классификация механизмов бокового разделения и вытяжки сердечника
Jul 17, 2022Согласно структурным характеристикам пластикового литья, механизмы боковой вытяжки сердечника делятся на следующие шесть категорий: 1. Механизм боковой вытяжки сердечника «слайдер + направляющий...view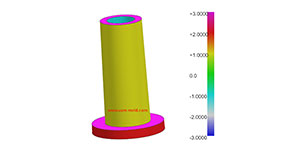
Что такое угол выгонки?
Dec 29, 2021Угол выгонки, также называемый углом извлечения из формы, — это угол, используемый для извлечения изделия из формы и проектируемый на поверхности разделения. Этот угол называется углом выгонки, как показано...view
Уведомление о проектировании системы охлаждения пластиковой литьевой формы
Feb 14, 2022Уведомление о проектировании системы охлаждения: 1. Обычные формы могут быстро охлаждаться для получения более короткого цикла формования, а прецизионные формы могут медленно охлаждаться с...view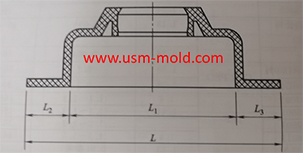
Усадка при формовании пластика
Dec 30, 2021Пластиковые детали уменьшаются в размере из-за усадки, вызванной снижением температуры в процессе формования, и эта усадка выражается коэффициентом усадки. Обычные коэффициенты усадки пластика показаны...view
Профиль компании Unique Solutions Mold
Dec 27, 2021USM (UNIQUE SOLUTIONS MOLD LIMITED) была основана в 2012 году и расположена в городе Дунгуань, провинция Гуандун, известной провинции по производству форм в Китае. Завод занимает площадь 3500 квадратных...view