 English
English русский
русский

Основные моменты проектирования системы литников пластиковой формы
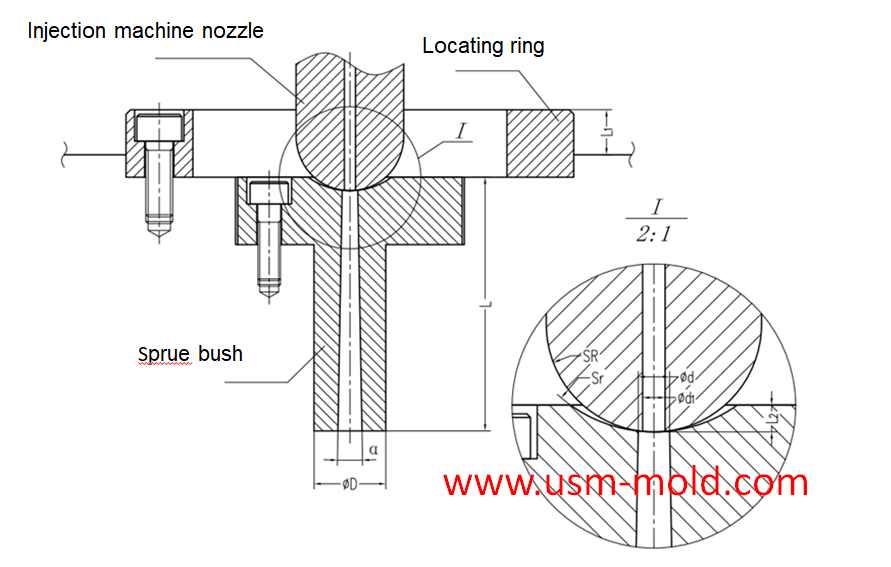
Главный литник — это часть, через которую расплавленный пластик проходит первым, когда он выстреливается из сопла впрыска, и он соосен с соплом впрыска, из-за повторяющихся контактов и столкновений с расплавленным пластиком и соплами впрыска он обычно не устанавливается непосредственно на полость, а изготавливается в виде съемной втулки спру, которая фиксируется на полости с помощью винтов или соответствующих форм, основная структура главного литника и тип установки показаны на следующем рисунке.
С точки зрения уменьшения потерь давления и тепла коническая форма является наиболее предпочтительной формой спру, базовый размер главного литника обычно зависит от следующих двух аспектов.
1. Тип используемого пластика, качество сформированной пластиковой детали и толщина стенки. Обычно для пластиков с плохой текучестью размер спру должен быть соответственно больше, а для пластиков с хорошей текучестью размер спру должен быть соответственно меньше;
2. Связь между геометрическими параметрами сопла литьевой машины и размером главного литника, чтобы предотвратить контакт сопла с втулкой спру и возникновение зазора, сферический радиус втулки спру должен быть на 2~5 мм больше радиуса шара сопла, главный литник должен иметь гладкую поверхность, а на конце должен быть установлен холодный колодец, чтобы предотвратить попадание холодного материала в полость и影響 на качество детали.
В литьевой форме спру находится во втулке спру, и втулки спру можно разделить на два типа: втулка спру для формы с двумя плитами и втулка спру для формы с тремя плитами, главный литник можно разделить на главный литник с двумя плитами и главный литник с тремя плитами в зависимости от различных структур формы.
Основные моменты проектирования главного канала следующие:
1. Использование конического отверстия с углом α=1°~4° для извлечения конденсата литника (слишком большой угол конуса замедляет скорость впрыска и образует вихрь); внутренняя стенка конического отверстия шероховатая Ra=0,63 мкм; большой конец конического отверстия имеет переход от R1 к R2 с закруглением (чтобы уменьшить сопротивление потоку при повороте материала).
2. Вогнутая сферическая поверхность втулки спру совпадает с выпуклой сферической поверхностью сопла литьевой машины: Sr=Sr+(0,5~2 мм радиус головки сопла литьевой машины); d=d1+(0,5~1) м (d1 внутренний диаметр сопла литьевой машины), глубина вогнутой сферической поверхности торца L2=3~5 мм.
3. Внешний диаметр позиционирующего кольца D1 находится в зазорной посадке с позиционирующим отверстием литьевой машины; толщина позиционирующего кольца L1=5–10 мм.
4. Длина L втулки спру должна быть как можно короче (слишком большая L приводит к большим потерям давления и температуры материала);
5. Материал втулки спру — закаленная сталь SKD61, твердость должна быть меньше, чем у сопла литьевой машины.

_20250311083139A052.webp "Форма для прозрачного поликарбоната")


Профиль компании Unique Solutions Mold
Dec 27, 2021USM (UNIQUE SOLUTIONS MOLD LIMITED) была основана в 2012 году и расположена в городе Дунгуань, провинция Гуандун, известной провинции по производству форм в Китае. Завод занимает площадь 3500 квадратных...view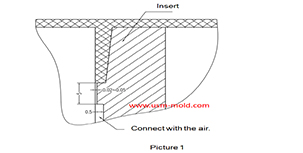
Дизайн вентиляционных вставок для литых деталей
Mar 13, 2022В тонкостенной полости, конце потока расплава, дне глухого отверстия полости формы, конце сплошного столба пластиковой детали, дне ребра и винтового столба пластиковой детали, а также в углах сложной...view
Ограничения технологии литья с газовой поддержкой
Apr 25, 2022Технология литья с газовой поддержкой имеет очевидные преимущества для деталей с толстыми стенками и трубных деталей, но эта технология все еще имеет множество ограничений, которые в основном проявляются...view
Проектирование ребер пластиковых деталей
Jan 4, 2022Роль ребер заключается в повышении прочности и жесткости пластиковых деталей, предотвращении их перекоса и деформации, а также в том, что они не вызывают усадки внешнего вида изделия из-за увеличения жесткости...view
Точечный литник в проектировании системы литников пластиковой литьевой формы
Jan 24, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view
Пять основных этапов процесса производства литьевых форм
Dec 9, 2021Производство литьевых форм можно грубо разделить на следующие этапы: Анализ процесса пластиковых изделий. Перед проектированием формы дизайнер должен полностью проанализировать и изучить, соответствует ли...view