 English
English русский
русский

Основные моменты проектирования литья с газовой поддержкой
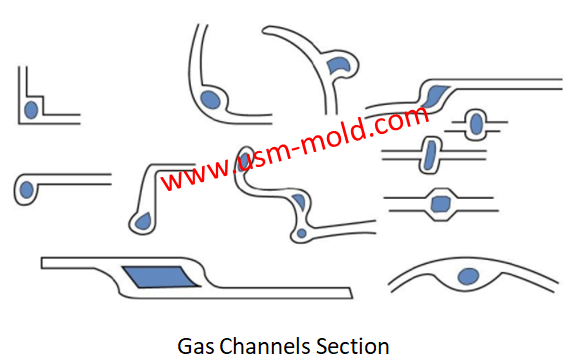
1. Сначала определите подходящие области толщины стенок, которые нужно впрыснуть и выдолбить, а затем решите, как соединить их с газовым каналом;
2. Газовый канал должен быть расположен сбалансированно и не должен возвращаться назад;
3. Расположение газового канала должно совпадать с основным направлением потока материала, и в углах следует использовать больший радиус скругления;
4. Газовое сопло должно быть размещено в самом дальнем месте от последнего заполняемого места пластиком и в области толщины стенки, сохраняя расстояние более 20 мм от литника;
5. При впрыске газа должно быть четкое направление потока, и он должен доходить до конца газового канала;
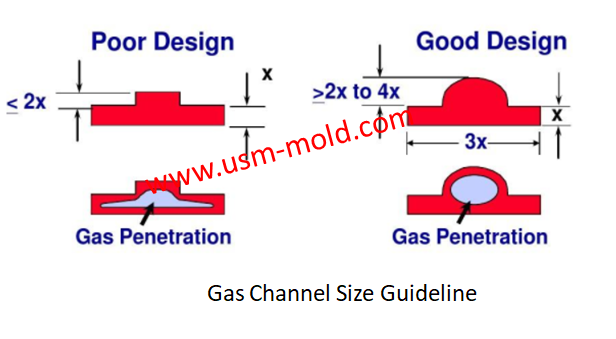
6. Размер газового канала очень важен, обычно в 2–4 раза больше толщины стенки; если газовый канал слишком большой, это вызовет сварочные линии и задержку воздуха, а если слишком маленький — газ выйдет из-под контроля;
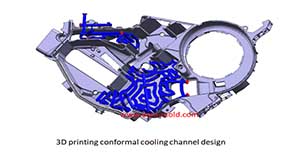
7. Охлаждение должно быть максимально равномерным, а разница температур между внутренней и внешней частью должна быть как можно меньше, затем установите блок в области литника половинного диаметра, чтобы контролировать скорость потока газа в разных направлениях.



Методы контроля температуры пластиковой литьевой формы
Feb 15, 2022За исключением теплового излучения и тепловой конвекции от формы, большая часть тепла, внесенного в форму пластиком, должна быть выведена из формы циркулирующим теплоносителем путем...view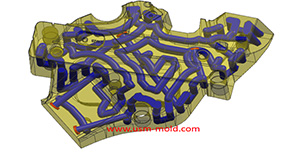
Факторы охлаждения пластика в зависимости от параметров литья
Feb 10, 20221. Проектирование пластиковых деталей: в основном зависит от толщины стенок пластиковых изделий. Чем больше толщина изделия, тем дольше время охлаждения. Обычно время охлаждения примерно...view
Ограничения технологии литья с газовой поддержкой
Apr 25, 2022Технология литья с газовой поддержкой имеет очевидные преимущества для деталей с толстыми стенками и трубных деталей, но эта технология все еще имеет множество ограничений, которые в основном проявляются...view
Точечный литник в проектировании системы литников пластиковой литьевой формы
Jan 24, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view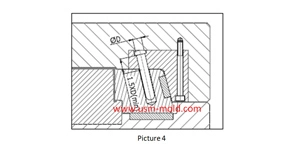
Общие методы крепления углового штифта
May 10, 2024Угловой штифт является распространенной частью приводного ползуна, и методы крепления и установки следующие: 1. Проходит непосредственно через пластину формы и фиксируется верхней пластиной,...view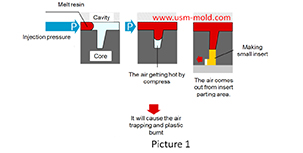
Основные причины захвата воздуха в пластиковой литьевой форме
Mar 1, 2022Во время процесса литья под давлением на переднем конце тонких ребер может произойти захват воздуха и выгорание пластика, а также это может привести к тому, что литая деталь станет черной и...view