 English
English русский
русский

Перевод гидравлического диаметра литников в проектировании системы литников пластиковой формы
Гидравлический диаметр означает 4-кратное отношение площади поперечного сечения потока к периметру, поскольку напряжение сдвига стенки неравномерно распределено вдоль окружающих стенок некруглых труб, можно рассчитать только среднее значение по окружающим стенкам.
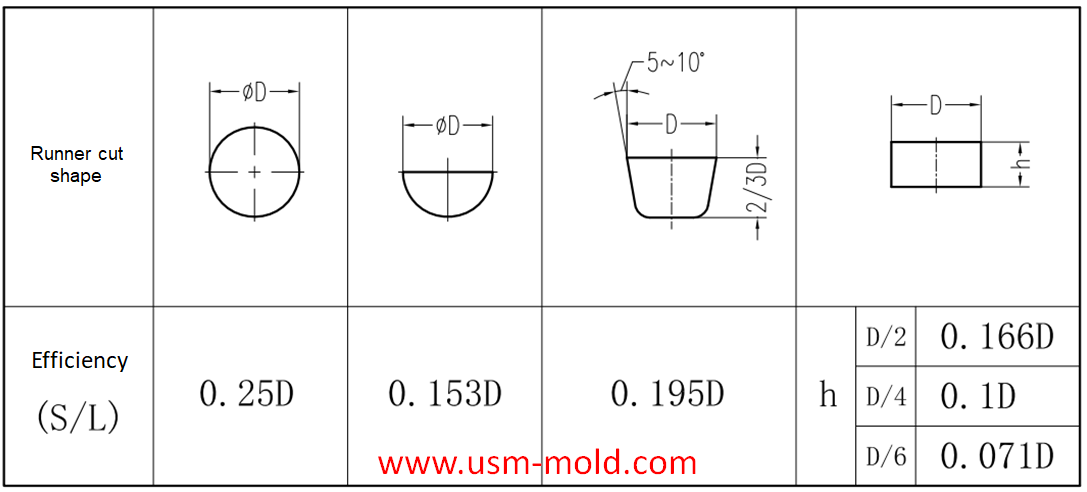
Основные формы поперечного сечения шунта: круглая, трапециевидная и прямоугольная, чтобы уменьшить потери давления и тепла в литнике, площадь поперечного сечения литника должна быть максимальной, а внутренняя площадь поверхности для рассеивания тепла — минимальной.
Эффективность литника выражается отношением площади поперечного сечения S литника к его окружности поперечного сечения L.
Эффективность шунта (гидравлический радиус) n = площадь поперечного сечения / окружность поперечного сечения = S/L
Гидравлический диаметр = 4n = 4S/L
Из приведенной выше информации видно, что эффективность потока литников с разным поперечным сечением различна, круглые и трапециевидные поперечные сечения являются предпочтительными литниками. Размер литника обычно выбирается на основе диаметра круглого литника (равного гидравлическому диаметру); при использовании литников с другими поперечными сечениями необходимо преобразовать гидравлический диаметр, чтобы эффективность потока соответствовала требованиям расчета (см. пример ниже).
Пример: Рассчитано, что для изделия требуется литник с гидравлическим диаметром 8 м, и теперь используется полукруглый литник; какой размер полукруга более разумен?
Гидравлический диаметр = 4n = 4S/L = (4*(πr²)/2)/(π*r+2r) = 8
Радиус r = 8*(π+2)/(2π) = 6,55
Диаметр D = 2*r = 6,55*2 = 13,1
Ответ: Полукруглый литник с диаметром около 13 м более подходящий.


_20250310164515A048.webp "Форма для корпуса видеодомофона")
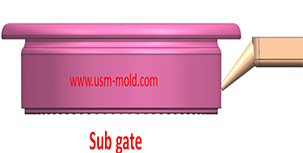
Подлитник системы литников пластиковой литьевой формы
Jan 26, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view
Причины создания вентиляционной системы литьевой формы
Feb 28, 2022Газ в литьевой форме включает не только воздух в полости, но и воздух в литнике, а также газ разложения, образующийся из пластикового расплава, и пар, вызванный пластиком при высоких температурах...view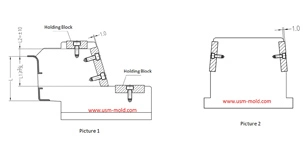
Требования к проектированию износостойкой пластины ползуна
Jan 2, 20241. Износостойкая пластина ползуна требует закалки, твердость 45-48HRC; 2. Трение поверхности износостойкой пластины должно быть на 1.0 мм выше поверхности ползуна (см. рисунок 1);...view
Температурная система литьевой формы
Feb 8, 2022Привет всем, время охлаждения формы самое длительное во время литья, поэтому проектирование системы контроля температуры формы очень важно, мы поговорим о системах охлаждения и нагрева формы в следующих...view
Профиль компании Unique Solutions Mold
Dec 27, 2021USM (UNIQUE SOLUTIONS MOLD LIMITED) была основана в 2012 году и расположена в городе Дунгуань, провинция Гуандун, известной провинции по производству форм в Китае. Завод занимает площадь 3500 квадратных...view
Что такое механизмы бокового разделения и вытяжки сердечника и их функции?
May 31, 2022Когда на внутренней или внешней стороне пластиковых деталей, изготовленных методом литья под давлением, есть отверстия, полости или сердечники, отличающиеся от направлений открытия и закрытия формы...view