 English
English русский
русский

Конформный охлаждающий канал пластиковой литьевой формы
Конформный охлаждающий литник — это новый тип охлаждающего литника формы, основанный на технологии 3D-печати. Благодаря своим особенностям обработки конформный охлаждающий литник может хорошо соответствовать форме изделия, а сечение охлаждающего литника может быть любым, кроме круглого.
Для деталей формы с конформным охлаждающим литником, изготовленных методом 3D-печати, охлаждающий литник может быть равномерно распределен в соответствии с формой изделия, что дополнительно сокращает цикл формования и повышает ценность изделия.
.png)
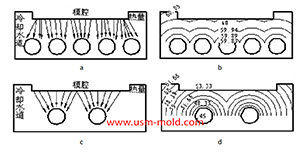
Принцип конформного охлаждения
Охлаждение пластиковых изделий во время литья под давлением в основном осуществляется через охлаждающий литник формы, но традиционный охлаждающий литник изготавливается с помощью процессов механической обработки, таких как фрезерные станки, литник может быть только цилиндрическим прямым отверстием и не может полностью прилегать к поверхности литьевой детали, эффективность охлаждения низкая, а охлаждение неравномерное, что приводит к длительному циклу литья и большой деформации изделия.
Конформный охлаждающий литник, напечатанный на 3D-принтере, может иметь любую форму и любое поперечное сечение, изменяя форму и сечение, конформный охлаждающий литник может быть равномерно расположен для достижения более быстрого и равномерного эффекта охлаждения.
Преимущества
1. В зависимости от сложности формы литьевой детали время охлаждения может быть сокращено на 20–80%;
2. В зависимости от формы литьевой детали деформация может быть уменьшена на 15–90%;
3. Стоимость формы немного увеличилась, но общая эффективность производительности литья под давлением, выхода продукции и других факторов значительно повысили конечную выгоду;
4. Конформный охлаждающий литник имеет широкий спектр применения и может использоваться для оптимизации охлаждения большинства литьевых деталей.
.png)
Технология производства
Конформный охлаждающий литник в настоящее время в основном обрабатывается с использованием технологии селективного лазерного плавления (SLM) 3D-печати и технологии диффузионной сварки, поскольку технология SLM 3D-печати позволяет создавать более сложные и гладкие формы водяных путей и снижает затраты, технология SLM 3D-печати более широко используется в конформных охлаждающих литниках.



Факторы, влияющие на скорость охлаждения деталей при литье под давлением
Feb 9, 2022Деталь должна быть сформирована путем охлаждения для получения стабильной пластиковой детали после заполнения полости и стороны сердечника пластиком, поэтому большинство литьевых форм должны быть оснащены...view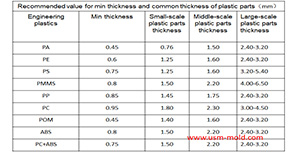
Принципы проектирования толщины стенок пластиковых изделий
Jan 3, 2022Принципы проектирования толщины стенок пластиковых деталей заключаются в следующем: 1. Равномерная толщина стенок — это первый принцип проектирования пластиковых деталей, он обеспечивает равномерное заполнение, охлаждение и усадку...view
Проектирование ребер пластиковых деталей
Jan 4, 2022Роль ребер заключается в повышении прочности и жесткости пластиковых деталей, предотвращении их перекоса и деформации, а также в том, что они не вызывают усадки внешнего вида изделия из-за увеличения жесткости...view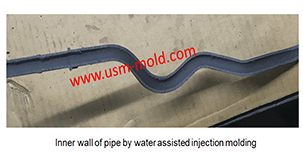
Сравнение литья под давлением с водяной и газовой поддержкой
May 19, 2022Сравнивая технологию литья под давлением с водяной поддержкой и технологию литья с газовой поддержкой, основное различие заключается в природе используемых вспомогательных формовочных сред...view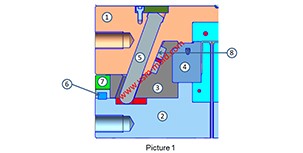
Сборка слайдера бокового механизма вытяжки сердечника
Jul 21, 2022На рисунке 1 показан типичный механизм разделения и вытяжки сердечника слайдера, приводимый в действие направляющим штифтом, мы поговорим о составе и функциях бокового механизма вытяжки сердечника...view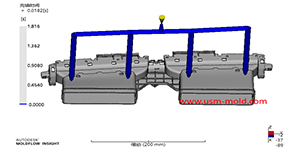
Точки проектирования системы литников пластиковой литьевой формы
Jan 9, 2022При проектировании системы литников, во-первых, следует учитывать быстрое заполнение полости с сердечником расплавленным пластиком для уменьшения потерь давления и тепла; во-вторых, следует экономически...view