 English
English русский
русский

Принципы проектирования вентиляционного канала
Система вентиляции пластиковых форм также очень важна, если в изделии есть захват воздуха или система вентиляции неподходящая, это сильно повлияет на производство литья под давлением и качество продукции, особенно для форм с предварительной деформацией, размеры детали будут отличаться, если внутри формы есть захват воздуха, что вызовет нестабильность во время производства.
При изготовлении вентиляционного канала формы мы должны следовать следующим принципам:
1. Вентиляция должна быть быстрой и полной, скорость вентиляции должна соответствовать скорости заполнения;
2. Вентиляционный канал (отверстие) следует делать в местах с более толстой стенкой пластиковой детали;
3. Вентиляционный канал следует делать на поверхности разделения, насколько это возможно, и лучше делать его со стороны полости (в зависимости от формы, характеристик и структуры формы пластиковой детали допускается делать положение вентиляционного канала со стороны сердечника);
4. Облой, образующийся из-за перелива вентиляционного канала, не должен препятствовать извлечению из формы;
5. Вентиляционный канал следует делать, насколько это возможно, в конце потока материала, например, в конце литника и колодца для шлака;
6. Направление вентиляции вентиляционного канала должно быть противоположным рабочей поверхности;
7. Ссылайтесь на стандартные данные для глубины вентиляционного канала и глубины канала перелива, ширины и расстояния и т.д.;
8. Вентиляционный канал следует полировать вдоль направления вентиляции;
9. Вентиляционный канал должен быть сделан в области сварного шва;
10. Лучше сделать вентиляционный канал как можно глубже, чтобы не было видно облоя, но в области литника лучше видеть облой.



Советы по проектированию форм с вакуумной вентиляцией
Mar 30, 2022Существуют обычные способы вентиляции, такие как вентиляция по поверхности разделения, вентиляция через вставки, вентиляция через штифты вставок и хорошо вентилируемая сталь, но есть особый способ...view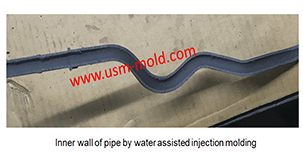
Сравнение литья под давлением с водяной и газовой поддержкой
May 19, 2022Сравнивая технологию литья под давлением с водяной поддержкой и технологию литья с газовой поддержкой, основное различие заключается в природе используемых вспомогательных формовочных сред...view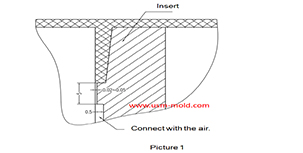
Дизайн вентиляционных вставок для литых деталей
Mar 13, 2022В тонкостенной полости, конце потока расплава, дне глухого отверстия полости формы, конце сплошного столба пластиковой детали, дне ребра и винтового столба пластиковой детали, а также в углах сложной...view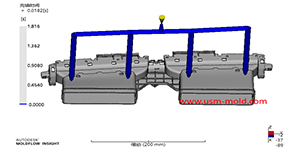
Точки проектирования системы литников пластиковой литьевой формы
Jan 9, 2022При проектировании системы литников, во-первых, следует учитывать быстрое заполнение полости с сердечником расплавленным пластиком для уменьшения потерь давления и тепла; во-вторых, следует экономически...view
Принципы проектирования толщины стенок пластиковых изделий
Jan 3, 2022Принципы проектирования толщины стенок пластиковых деталей заключаются в следующем: 1. Равномерная толщина стенок — это первый принцип проектирования пластиковых деталей, он обеспечивает равномерное заполнение, охлаждение и усадку...view
Пять основных этапов процесса производства литьевых форм
Dec 9, 2021Производство литьевых форм можно грубо разделить на следующие этапы: Анализ процесса пластиковых изделий. Перед проектированием формы дизайнер должен полностью проанализировать и изучить, соответствует ли...view