 English
English русский
русский

Боковой литник в проектировании системы литников пластиковой литьевой формы
Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди них боковой литник делится на язычковый литник, защитный ушной литник, веерный литник, тонкий литник и т.д., подлитник делится на подлитник, банановый литник, нисходящий литник и т.д.

По степени автоматизации производства делится на ручное удаление и автоматическое удаление, боковой литник и прямой литник требуют ручного удаления после производства, а подлитник, точечный литник и клапанный литник горячего литника удаляются автоматически.
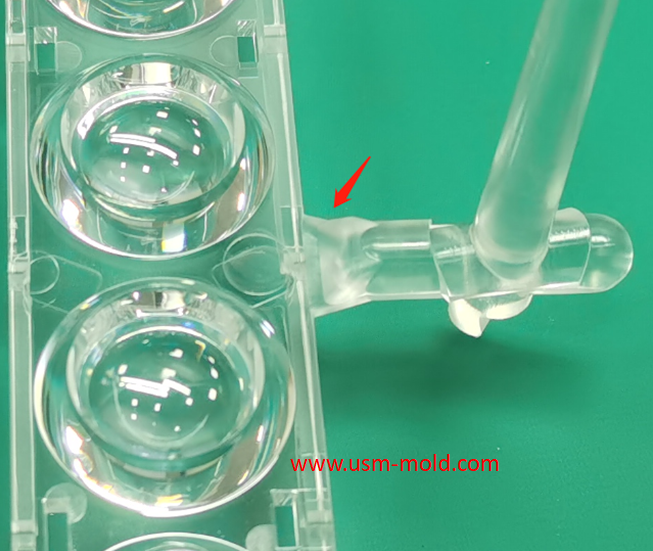
Боковой литник: обычно выполняется на поверхности разделения формы, питание осуществляется с края пластиковой детали, сечение литника обычно прямоугольное, как показано на рисунке 1. Глубина бокового литника определяет конденсацию изгиба литника, толщина глубины литника обычно составляет 0,5–0,75 от толщины стенки, а некоторые имеют такую же толщину, как стенка, что обычно определяется в зависимости от объема впрыска пластиковой детали.

Боковой литник является наиболее широко используемым литником, подходит для изделий различных форм, но не подходит для тонких и длинных цилиндрических изделий.
Преимущества бокового литника:
1. Литник легко отделяется от детали, обычно находится на некритичной поверхности детали, поскольку толщина литника меньше толщины стенки изделия, его удобнее удалять, когда деталь вынимается из формы и еще не полностью охлаждена, это можно сделать вручную или с помощью плоскогубцев;
2. Он может предотвратить обратный поток пластика, размер и толщина бокового литника относительно небольшие, после поддержания давления во время литья под давлением, положение литника быстрее затвердевает, поэтому пластик в более толстой области изделия не легко течет обратно через литник;
3. Трение в литнике генерирует тепло, что может снова повысить температуру пластика и способствовать заполнению;
4. Язычковый литник (как показано на рисунке 2) может эффективно предотвратить появление следов потока на изделии;
5. Веерный литник (как показано на рисунке 3) обеспечивает равномерное заполнение, предотвращает деформацию изделия, пластиковый расплав плавно течет в полость без следов потока и сварных швов, качество формования хорошее;
6. Удобно обрабатывать литник, боковой литник обычно можно обработать непосредственно на ЧПУ, для высокой полости и сердечника формы можно использовать электроэрозионную обработку.
Недостатки бокового литника:
1. Слишком большая потеря давления, пластик проходит от главного литника, литника и подлитника, прежде чем достичь области литника, давление впрыска теряется слишком сильно, поскольку боковой литник обычно выполняется сбоку детали;
2. Пластик с недостаточной текучестью легко вызывает недостаточное заполнение или остановку;
3. Литник необходимо удалять вручную, что не позволяет реализовать полностью автоматизированное производство;
4. После удаления литника на краю детали останется след, что не подходит для изделий с высокими требованиями к внешнему виду.



Принципы проектирования вентиляционного канала
Mar 6, 2022Система вентиляции пластиковых форм также очень важна, если в изделии есть захват воздуха или система вентиляции неподходящая, это сильно повлияет на производство литья под давлением и качество...view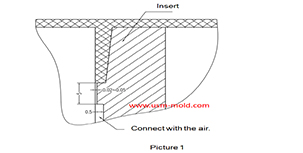
Дизайн вентиляционных вставок для литых деталей
Mar 13, 2022В тонкостенной полости, конце потока расплава, дне глухого отверстия полости формы, конце сплошного столба пластиковой детали, дне ребра и винтового столба пластиковой детали, а также в углах сложной...view
Банановый литник в проектировании системы литников пластиковой литьевой формы
Feb 7, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view
Введение в систему вентиляции пластиковой литьевой формы
Feb 27, 2022Здравствуйте всем, спасибо за внимание. Ранее мы обсуждали систему контроля температуры, теперь мы собираемся поговорить о вентиляции формы в следующих 11 статьях, от причин возникновения газа...view
Прямой литник в проектировании системы литников пластиковой литьевой формы
Jan 19, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view
Пять основных этапов процесса производства литьевых форм
Dec 9, 2021Производство литьевых форм можно грубо разделить на следующие этапы: Анализ процесса пластиковых изделий. Перед проектированием формы дизайнер должен полностью проанализировать и изучить, соответствует ли...view