 English
English русский
русский

Точки проектирования системы литников пластиковой литьевой формы
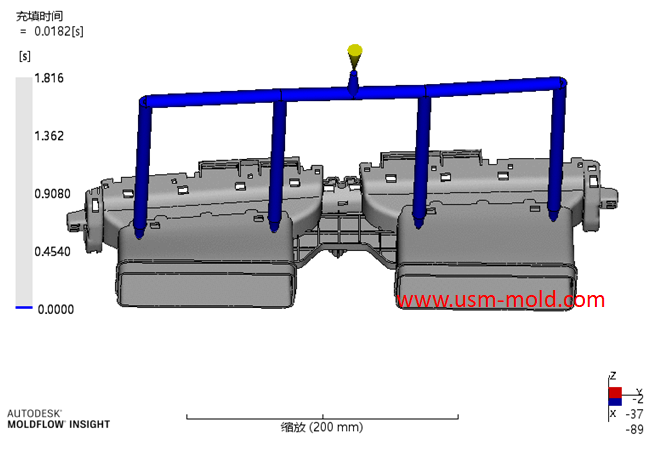
При проектировании системы литников, во-первых, следует учитывать быстрое заполнение полости с сердечником расплавленным пластиком для уменьшения потерь давления и тепла; во-вторых, следует экономически учитывать минимизацию доли отходов, образующихся от литника; наконец, должно быть легко исправить след литника на пластиковой детали.
Основные моменты проектирования системы литников проектирование следующие:
1. Положение литника должно обеспечивать, чтобы при поступлении пластика в полость он встречал широкую часть полости, то есть расплав должен течь от толстой стенки полости к тонкой. Если расплав течет от тонкой стенки к толстой, скорость быстро упадет, а температура резко снизится, что не способствует заполнению;
2. Чтобы предотвратить прямое попадание пластика в полость, сердечник или вставку, необходимо обеспечить, чтобы пластиковый расплав мог как можно быстрее попасть во все части полости и избежать деформации сердечника или вставки;
3. Старайтесь избегать появления сварных швов на пластиковых деталях и располагать сварные швы в неважных частях;
4. Положение литника и направление поступления пластика должны обеспечивать равномерное течение вдоль параллельного направления полости, когда пластик поступает в полость, и способствовать отводу газа из полости;
5. Если в производстве используется полностью автоматическая работа, необходимо обеспечить, чтобы конденсат системы литников мог плавно и автоматически извлекаться вместе с пластиковыми деталями;
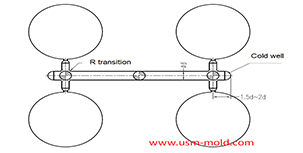
6. В системе литников должна быть хорошая вентиляционная структура и достаточный холодный колодец, воздух и холодный материал в системе литников должны как можно меньше попадать в полость, что повлияет на качество деталей;
7. Когда форма имеет несколько полостей, необходимо предотвратить размещение пластиковых деталей с очень разными размерами в одной форме, если размер детали отличается более чем в 4 раза, трудно сбалансировать заполнение;
8. Если проекционная площадь пластиковой детали большая, следует избегать открытия литника с одной стороны формы при проектировании системы литников, иначе это вызовет неравномерное усилие во время литья под давлением;
9. Проектирование системы литников должно учитывать сокращение производственного цикла и повышение производительности.



Ключевые моменты системы литников пластиковой литьевой формы
Jan 12, 2022Подлитник — это переходный канал между главным литником и литником, поскольку подлитник является самой длинной частью системы литников, очень важно повысить качество деталей и улучшить...view
Ключевые моменты процесса литья с газовой поддержкой
Apr 20, 2022Параметры впрыска газа Часть управления газовой поддержкой — это устройство, которое контролирует давление газа на каждом этапе, параметры газовой поддержки имеют только два значения: время впрыска газа...view
Ограничения технологии литья с газовой поддержкой
Apr 25, 2022Технология литья с газовой поддержкой имеет очевидные преимущества для деталей с толстыми стенками и трубных деталей, но эта технология все еще имеет множество ограничений, которые в основном проявляются...view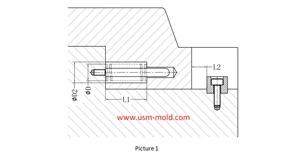
Расчет длины и прочности пружины ползуна
Apr 22, 2024Размеры обработки: 1. ØD2=ØD+2 2. Ll = общая длина пружины (L) - предварительное натяжение пружины (N) - расстояние вытягивания сердечника ползуна (L2) Расчет длины пружины: (см. рисунок 1 для расчета длины)...view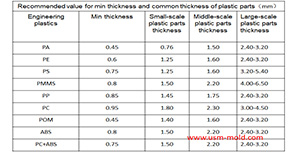
Принципы проектирования толщины стенок пластиковых изделий
Jan 3, 2022Принципы проектирования толщины стенок пластиковых деталей заключаются в следующем: 1. Равномерная толщина стенок — это первый принцип проектирования пластиковых деталей, он обеспечивает равномерное заполнение, охлаждение и усадку...view
Прямой литник в проектировании системы литников пластиковой литьевой формы
Jan 19, 2022Чтобы добиться наилучшего качества литья, тип литника должен быть тщательно выбран, распространенные типы литников включают: прямой литник, боковой литник, точечный литник, подлитник, клапанный литник горячего литника и т.д. Среди...view